Names of electrodes for welding and their application. What types of welding electrodes are currently used?
As welding materials for electrical arc welding Piece electrodes, welding and flux-cored wire are used.
Piece electrodes
Arc welding electrodes come in two main types: consumable and non-consumable.
Consumable electrodes. Coated consumable electrodes are used very widely for welding work at home - this is the main material.
Electrode rods for steel welding are made from low-carbon, alloy or high-alloy welding wire. The standard provides for 77 brands steel wire, used for the production of piece electrodes with a diameter of 1.6 to 6 mm.
Coating welding electrodes has multiple effects: it forms an atmosphere that protects the metal from oxygen and nitrogen in the air, stabilizes the arc, removes harmful impurities from the molten metal, and alloys it to improve its properties. To perform all these functions, the coating includes many components:

Consumable electrode for welding: 1 - rod, 2 - transition area, 3 - brand of electrode, 4 - coating.
- Slag-forming substances that protect metal from nitrogen and oxygen. They include manganese ore, kaolin, titanium concentrate, chalk, marble, feldspar, dolomite, and quartz sand.
- Deoxidizers that remove oxygen from molten metal. Manganese, silicon, aluminum, and titanium in the form of ferroalloys are used.
- Gas-forming components that create a gaseous environment during the combustion of the coating, protecting the molten metal from oxygen and nitrogen in the air. These are mainly dextrin and wood flour.
- Alloying substances that give the weld metal special properties - strength, heat resistance, wear resistance, increased corrosion resistance. For this, chromium, manganese, titanium, molybdenum, nickel, vanadium and some other substances are used.
- Stabilizing elements promoting ionization welding arc- sodium, potassium, calcium.
- Binders that serve to bind the coating components to each other and the entire coating to the electrode rod. The main binder is potassium or sodium liquid glass (silicate glue).
For welding non-ferrous metals and their alloys, along with non-consumable ones, consumable electrodes are used from the corresponding metals and alloys - aluminum, copper, nickel, bronze, brass, etc.

Classification and designation of electrodes. Electrodes used for welding and surfacing are classified according to a wide range of criteria:
- according to its intended purpose (for welding steel, cast iron, non-ferrous metals, surfacing work, etc.);
- according to technological features (for seams of various spatial positions, for welding with deep penetration, etc.);
- by type of coating (acidic, rutile, basic, etc.) and its thickness (thick, thin, medium, extra thick);
- by the chemical composition of the coating and rod;
- on the mechanical properties of the weld metal;
- according to the type and polarity of the current, the value of the rated open-circuit voltage of the power source.
- by quality of workmanship, condition of the coating surface, content of harmful impurities of phosphorus and sulfur.
Each electrode parameter has its own alphabetic or numerical designation in a certain part of the marking. In particular, electrodes for welding carbon and low-alloy structural steels with a temporary tensile strength of up to 60 kgf/mm 2 are designated by the letter U. Electrodes with a medium-thick rutile coating are marked with the letter WITH(average) and R(rutile). The penultimate digit 1 informs that the electrode can be used to make a seam in any spatial position, and the final number 0 informs that this electrode is used when operating a welding machine producing direct current.
In accordance with GOST 9466-75, the electrode designation contains information about the type, brand, diameter and other characteristics. The designation of the type of electrodes for welding structural steels includes the letter E(“electrode for arc welding”) and a figure indicating the minimum temporary tensile strength of the weld metal in kgf/mm 2. If there is a letter after the numbers A(for example, E42A, E46A), this means that this type of electrode provides higher plastic properties of the weld metal.
Along with the type, the electrodes also have a brand. One type of electrode may correspond to several brands. For example, electrodes of type E42 correspond to the brands GOSTS-2, TsM-7, ANO-6.
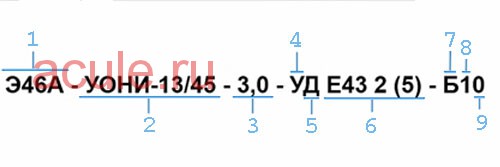
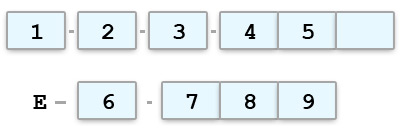
1 - Type of electrode (E - electrode for arc welding, 46 - strength 460 MPa, A - increased ductility and toughness of the weld metal);
2 — Electrode brand;
3 - Rod diameter;
4 - Purpose of the electrode (U - for welding carbon and low-alloy steels);
5 - Characteristics of coating thickness (D - thick);
6 - Group of indices indicating the characteristics of the weld metal;
7 - Type of coating (B - main);
8 — Spatial position seam (1 - for all positions);
9 - Type of current (0 - constant, reverse polarity).
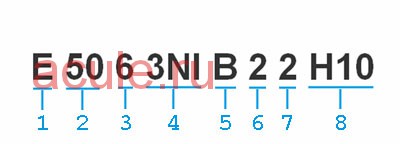
1 - Electrode for arc welding;
2 - Minimum yield strength (500N/mm 2);
3 — Characterizes the temperature at which the minimum value of impact strength is 47 J (about 60 ° C);
4 - Characterizes chemical composition deposited metal (Ni - 2.6-3.8%);
5 — Type of electrode coating (main);
6 - Performance code and type of current (<=105%, постоянный);
7 - Code of position of seams during welding (all except vertical from top to bottom);
8 — Characterizes the hydrogen content in the deposited metal (10 ml/100g).
Non-consumable electrodes. Non-consumable electrodes are carbon, graphite and tungsten. The melting point of all these materials exceeds that to which they are heated during welding. This feature determined their name.
Graphite electrodes are made from synthetic pressed graphite, carbon electrodes are made from electrical coal. Graphite electrodes have certain advantages over carbon electrodes. They have higher electrical conductivity, allowing a 2.5-3 times increase in current density, and higher resistance to oxidation at high temperatures. The latter quality allows them to reduce their consumption compared to coal ones.


Tungsten non-consumable electrodes are made from pure tungsten or with tungsten additives. Oxides of thorium, yttrium, lanthanum and other substances are used as additives. The presence of a particular additive is indicated by the brand and color of the electrode. The designation EV (WP) means pure tungsten (the end is painted green), EVT (WT) - tungsten with thorium (red), EVI (WY) - with yttrium (dark blue), (WL) - with lanthanum (blue or golden, depending on the lanthanum content), WC - with cerium (gray), WZ - with zirconium (white).
Using non-consumable electrodes, steel, cast iron, copper, brass, bronze, aluminum and other metals are welded. Welding is most often carried out in a shielding gas environment (argon, helium, nitrogen and their mixtures). It can be carried out both with filler material and without. The latter is used wire, metal rods or strips.
Selection of electrodes for welding steels
The choice of the type of electrode for welding steel depends not only on the brand of the latter, but also on the nature of the connection, the spatial position of the seam, the type of welding current (direct or alternating), ambient temperature during work, etc. Currently, several hundred brands of electrodes are produced for for a variety of purposes.
Electrodes for steels are divided into several groups, depending on the grade of material for which they are intended for welding.
The first group consists of electrodes for welding carbon and low-alloy structural steels containing up to 0.25% carbon and having a tensile strength of up to 490 MPa. Such steels include grades St5ps, St3sp, St0 and others, used for the production of rolled metal, from which most structures are made in everyday life, the strength of which does not have special requirements - gates, fences, etc. For their welding, the following grades of electrodes are used, known to all welders , like ANO-4, ANO-21, MR-3, OZS-41. The popular MP-3 electrode is suitable for welding with both alternating and direct current in all spatial positions of the seam except vertical from top to bottom.
For welding steels with tensile strength from 490 to 590 MPa, electrodes of the E50A, E60 type (grades UONI-13/55, OZS-28, UONI-13/65) are used. These electrodes produce a seam that can withstand greater loads than the previous group of electrodes.
Structural alloy steels of increased and high strength, having a tensile strength of over 590 MPa, must be welded with electrodes NIAT-5, EA-981/15, EA-395/9 (if the product is not subjected to heat treatment after welding) or electrodes OZSh-1, NIAT- 3M, UONI-13/85 - if the welded structure is planned to be subjected to heat treatment in order to ensure equal strength of the seams.
For welding low-alloy and alloy heat-resistant steels operating at temperatures up to 550-600 °C, electrodes of the E-09X1M, E-09MH, E50A types (ANZhR-2, OZS-11, TsU-5 brands) are intended.
Not often, but in everyday life one has to deal with welding heat-resistant and heat-resistant steels intended for operation at temperatures above 550-600 °C. For example, in the manufacture of fireproof grates for a furnace. If you manage to get such steel, you need to cook it with electrodes KTI-7A, OZL-38, TsT-15.
Corrosion-resistant steels that are resistant to corrosion in acidic, alkaline and other aggressive environments, known in everyday life as “stainless steel”, are welded with electrodes of the TsL-11, OZL-7, OZL-22 grades.
Selecting the electrode diameter. The diameter of the electrode is selected, first of all, taking into account the thickness of the metal being welded. Other working conditions: brand of metal being welded, type of current, mains voltage parameters, forms of edge preparation, etc. - can also put forward their own requirements for the diameter of the electrode, but to a much lesser extent than the thickness of the metal being welded.
For the initial selection of the electrode, you can use the following table, the values in which correspond to the bottom seam.
When making welds in vertical and overhead positions, electrodes with a diameter of no more than 4 mm are used. If there is a cutting of the edges or it is necessary to fill the gap between the parts, then the root weld can be made with an electrode of a smaller diameter - 2.5-3 mm.

Root welding
Welding wire is produced from various grades of steel, copper, aluminum and other metals. Steel wire intended for welding, surfacing and production of piece electrodes is manufactured in accordance with GOST 2246-70. The standard provides for 77 grades of steel wire of various chemical compositions - low-carbon, alloyed and high-alloyed.
The diameter of the material ranges from 0.3 to 12.0 mm. Wire with a thickness of up to 3 mm is used for semi-automatic hose welding, with a diameter of 1.6-6 mm - for manual welding with stick electrodes, with a diameter of 2-5 mm - for automatic welding. Material of large diameters is used for surfacing work. Depending on the type of coating, the wire can be pure or copper-plated. Copper plating improves the strength and cleanliness of the weld, increases arc stability, and reduces metal spattering.
Letters and numbers are used to designate wire grades. The designation Sv-08GS indicates that this is a welding wire (Sv) containing carbon - 0.8%, manganese (G) - up to 1%, silicon (S) - up to 1%.

Welding wire: stainless, copper-plated, aluminum.
Cored wire
Flux-cored wire (also flux-cored or self-shielding), used for semi-automatic welding, is a metal sheath filled with a special powder. The latter consists of a mixture of materials (ferroalloys, minerals, ores, chemicals, etc.) that have the same purpose as the coating of piece electrodes - protection of the molten metal from oxygen and nitrogen, alloying and deoxidation of the metal, stabilization of the arc discharge, etc.
An OHP-10 fire extinguisher with a volume of 10.5 liters was taken as a receiver. A PM5 pressure switch was also purchased, intended for water, but also suitable for air. I also bought two water separator filters and one fine-filter car fuel filter. I immediately installed it at the inlet of the compressor. I bought various adapters, crosspieces, so...
An electric welding machine made from available parts and materials will help you install water supply and sewerage systems, make enclosures for pets and birds, beautiful flower stands and many other useful household items. With electrodes with a diameter of up to 4 mm, they can weld metal with a thickness of 1-20 mm. The installation operates from an AC network...
It is useful to replenish the arsenal of metal-cutting machines in a home workshop with a pendulum saw. You can fix it on a workbench, next to a bench vice in which the workpiece is clamped. The working tool of the saw is an abrasive disc. He can handle steel bars, angles, pipes, sheets and even metlakh tiles, porcelain and glass, hardened to any hardness, and the surface...
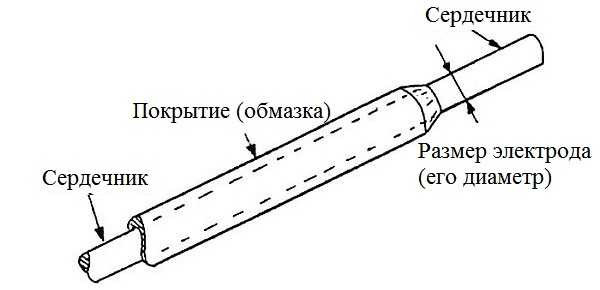
Electrodes for manual arc welding are made in the form of rods made of cold-drawn calibrated welding wire, onto which a layer of protective coating is applied by pressing under pressure. The role of the coating is to metallurgically treat the weld pool, protect it from atmospheric influences and ensure more stable arc combustion.
The protective coating includes:
- stabilizing substances that ensure a stable arc combustion process due to compounds of alkali and alkaline earth metals with low ionization potential. Such metals include potassium, sodium, calcium, which are contained in soda ash, potash, some types of limestone and marble;
- slag-forming components, which are ores (titanium and manganese) and various minerals (feldspar, granite, silica, fluorspar). With the help of slag-forming components, a protective slag film is created around the weld pool, preventing oxidative processes;
- gas-forming - inorganic (CaCOe marble, magnesite MgC03, etc.) and organic (starch, wood flour, etc.) substances. The role of these substances is reduced to additional protection of the weld pool due to the released gases forming a protective shell;
- alloying elements and deoxidizers silicon, manganese, titanium, and others, as well as alloys of these elements with iron. They are used to fill the weld pool with alloying elements, giving the metal the desired composition. Aluminum as a deoxidizing agent is introduced into the coating in the form of powder;
- deoxidizing substances make it possible to restore metals from oxides formed in the weld pool. Ferromanganese, ferrosilicon and ferrotitanium are used for this;
- binding components - aqueous solutions of sodium and potassium silicates, called liquid glass, give the coating created from powder materials solidity;
- molding additives - substances that give the coating better plastic properties (concrete, kaolin, dextrin, mica, etc.).
To ensure stable arc burning, substances containing elements with low ionization potential (alkali metal salts) are introduced into the coatings. In order to increase welding productivity, iron powder is added to the coatings, the content of which can reach up to 60% of the coating mass.
In manual fusion arc welding, non-consumable and consumable electrodes, as well as other auxiliary materials, are used.
Non-consumable electrode rods are made from tungsten, electrical carbon or synthetic graphite. Carbon and graphite electrodes (rods) are made with a diameter of 4 to 18 mm and a length of 250 and 700 mm. Graphite electrodes have better electrical conductivity and are more resistant to oxidation at high temperatures than carbon electrodes.
For automatic and semi-automatic electrode welding, calibrated wire with a diameter of 0.3 to 12 mm is used, the so-called welding or electrode wire, which is supplied in coils and reels weighing from 2 to 80 kg. Currently, flux-cored (tubular with filler) wire, bare alloy wire, electrode tape and plates are also used.
Consumable electrodes are made from welding wire, which, according to GOST 2246-70, is divided into carbon, alloy and high-alloy. In total, GOST includes 77 grades of wire. The wire designation includes a combination of letters and numbers. The first two digits indicate the carbon content in the wire in hundredths of a percent. Then the name and percentage content of alloying elements are indicated alternately by letter and number(s). If the content of an alloying element in the wire is less than 1%, only the letter of this element is indicated. The conventional letter designation of alloying elements is given in the table.
Designation of alloying elements
| Name | When marking metal | Name | Symbol of an element according to the periodic table | When marking metal | |
| Manganese | Mn | G | Titanium | Ti | T |
| Silicon | Si | WITH | Niobium | Nb | B |
| Chromium | SG | X | Vanadium | V | F |
| Nickel | Ni | N | Cobalt | Co | TO |
| Molybdenum | Mo | M | Copper | Cu | D |
| Tungsten | W | IN | Bor | IN | R |
| Selenium | Se | E | Nitrogen | N | A* |
| Aluminum | A.I. | YU |
*In high-alloy steels (cannot be placed at the end of the brand designation).
The letter A at the end of the steel grade indicates that it is high quality and contains a minimum amount of sulfur and phosphorus. The designation of welding wire consists of the letters St (welding) and the alphanumeric designation of its composition. For example, wire made of low-carbon silicon-manganese steel containing 1.40-1.8% Mn and 0.60-0.85% Si is designated Sv-08G2S according to GOST 2246-70.
Wire for the manufacture of electrodes for welding aluminum and its alloys is marked: AO, A1, AD, AD1, AMts, AMg, etc., where the number shows the total amount of impurities (GOST 7871-75). Steel surfacing wire in accordance with GOST 10543-75 is also produced.
For welding copper and its alloys, electrodes with rods made of copper wire M1 and M2, bronze Br.KMtsZ-1, etc. are used. Copper is marked with the letter M, bronze with the letters Br.
Electrodes used for welding and surfacing are classified according to purpose (for welding steel, cast iron, non-ferrous metals and surfacing work), technological features (for welding in various spatial positions, for welding with deep penetration and for bath welding), type and thickness coating, the chemical composition of the rod and coating, the nature of the slag, the mechanical properties of the weld metal and the method of applying the coating (by crimping or dipping).
The basic requirements for all types of electrodes are:
- ensuring stable arc burning and good seam formation;
- obtaining weld metal of a given chemical composition;
- calm and uniform melting of the electrode rod and coating;
- minimal spattering of electrode metal and high welding productivity;
- easy separation of slag and sufficient strength of coatings;
- preservation of the physical, chemical and technological properties of the electrodes for a certain period of time;
- minimal toxicity during manufacturing and welding.
All electrodes for manual welding can be divided into the following groups:
- “B” - for welding high-alloy steels with special properties - 49 types;
- “L” - for welding alloyed structural steels with a tensile strength of over 600 MPa - five types (E70, E85, E100, E125, E150);
- “T” - for welding alloyed heat-resistant steels - nine types;
- “U” - for welding carbon and low-alloy structural steels with temporary tensile strength;
- “N” - for surfacing surface layers with special properties - 44 types.
The numbers in the designations of electrodes for welding structural steels mean the guaranteed tensile strength of the weld metal.
Based on the thickness of the coating, electrodes are divided into electrodes with thin, medium, thick and extra thick coatings.
According to the type of coating, electrodes are divided: with an acidic coating - A; with main coating - B; with cellulose coating - C; with rutile coating - P; with a mixed type coating - with double designation; with other types of coatings - P.
Industrially produced electrodes, depending on the permissible spatial position of welding, can be divided into four groups:
- electrodes that can be used to weld in all positions of the seam - 1;
- electrodes designed for all positions except vertical from top to bottom - 2;
- for lower, horizontal on a vertical plane and vertical from bottom to top - 3;
- for the bottom and bottom in the boat - 4.
Electrodes are designated by the letter “E”, followed by numbers indicating the strength characteristics of the deposited metal. For example, the designation E-42 indicates that electrodes of this type provide a minimum temporary resistance of 420 MPa. If the designation contains the letter “A” after the numbers, this means that this type of electrode provides higher plastic properties of the deposited metal. Electrodes are distinguished by brands, which are indicated in their passport. Several brands may correspond to the same type of electrodes. For example, electrodes of type E-46 correspond to brands ANO-4, MP-3 and some others; for electrodes of type E-42 correspond to grades UONI-13/45 and SM-11. The scope of application of some types of electrodes can be determined from the table.
Types of electrodes and their applications
| Electrode type | Relative extension, % | Purpose |
| E70 E85 E100 E125 E150 | 14 12 10 8 6 | Welding of alloyed structural steels of increased and high strength with a tensile strength of 600 MPa |
| E55 EbO | 20 18 | Welding of carbon and low-alloy structural steels with a tensile strength of 500-600 MPa |
| E38 E42 E46 E50 | 14 18 18 16 | Welding of carbon and low-alloy structural steels with tensile strength up to 500 MPa |
| E42A E46A E50A | 22 22 20 | Welding of carbon and low-alloy steels with increased requirements for plastic impact strength |
Note: For electrodes of types E70, E85, E100, E150, mechanical properties are indicated after heat treatment.
Before welding, you must read the label on the package. For example, if there is a symbol on the packaging package:
E42 - UONI- 134/45 - UD
E432(5) - B1 = OP then this means:
- E42A - type of electrode with a strength of 420 MPa; UONI - 13/45 - electrode brand;
- 3 - electrode diameter = 3 mm:
- U - purpose of the electrode for welding carbon and low-carbon steels;
- D - electrode with a thick coating;
- E432(5) - a group of indices indicating the characteristics of the deposited metal;
- B - type of coating;
- 1 - for all spatial positions;
- = OP - direct current of reverse polarity.
The conditions for storing and transporting electrodes are the same as for welding wire. If necessary, the electrodes are calcined no later than 5 days before welding. After this, the electrodes are stored in sealed plastic bags without access to air. It is impossible to calcinate the electrodes more than twice (not counting the calcination during their manufacture), since the coating may peel off and crumble.
Electrode properties
Electrode coatings
Electrode coatings consist of slag-forming, gas-forming, deoxidizing, alloying, stabilizing and binding (adhesive) components.
Slag-forming components protect the molten metal from exposure to oxygen and nitrogen in the air and partially refine (purify) it. They form slag shells around drops of electrode metal passing through the arc gap, and a slag coating on the surface of the weld metal. Slag-forming components reduce the cooling rate of the metal and contribute to the release of non-metallic inclusions from it. Slag-forming components may include titanium concentrate, manganese ore, feldspar, kaolin, chalk, marble, quartz sand, dolomite, as well as substances that increase the stability of the arc.
Gas-forming components during combustion, they create a gas protection that protects the molten metal from oxygen and nitrogen in the air. Gas-forming components consist of wood flour, cotton yarn, starch, food flour, dextrin and cellulose.
Deoxidizing components necessary for deoxidation of the molten metal of the weld pool. These include elements that have a greater affinity for oxygen than iron, for example manganese, silicon, titanium, aluminum, etc. Most deoxidizers are introduced into the electrode coating in the form of ferroalloys.
Alloying components necessary as part of the coating to impart special properties to the weld metal: heat resistance, wear resistance, corrosion resistance and increased mechanical properties. Alloying elements are manganese, chromium, titanium, vanadium, molybdenum, nickel, tungsten and some other elements.
Stabilizing components are those elements that have little ionization potential, such as potassium, sodium and calcium.
Binding (adhesive) components used to bind the components of the coating to each other and to the electrode rod. They use potassium or sodium liquid glass, dextrin, gelatin and others. The main binder is liquid glass.
All coatings must meet the following requirements:
- ensure stable arc burning;
- the physical properties of the slag formed during melting of the electrode should ensure normal formation of the seam and convenient manipulation of the electrode;
- there should be no reactions between slags, gases and metal that could cause the formation of pores in welds;
- coating materials must be well crushed and not react with liquid glass or with each other in a batch;
- the composition of the coatings must ensure acceptable sanitary and hygienic working conditions during the manufacture of electrodes and during their combustion.
Electrode, consisting of an electrode rod and coating, when melted, forms molten metal and slag. The slag must have certain physical and chemical properties.
TO physical properties of slag include melting point, solidification temperature range, heat capacity, heat content, viscosity, ability to dissolve oxides, sulfides, etc., density, gas permeability and coefficients of linear and volumetric expansion.
TO chemical properties include the ability of slag to deoxidize the molten metal of the weld pool, bind oxides into low-melting compounds, and also alloy the molten metal of the weld pool.
The physical properties of the resulting slags have a significant impact on the welding process and the formation of the weld. In all electrode coatings, when melting, the density of the slag should be lower than the density of the metal of the weld pool, which will ensure its floating out of the weld pool. The temperature range of slag solidification must be lower than the crystallization temperature of the metal of the weld pool, otherwise the slag layer will not allow the gases released from the weld pool to pass through. The slag should cover the entire surface of the weld in an even layer.
The slags formed during the melting of electrode coatings are “long” and “short”. “Long” slags are those that contain a significant amount of silica. Their viscosity increases slowly with decreasing temperature. Electrodes with coatings that form “long” slags during melting are not suitable for welding in vertical and ceiling planes, since the weld pool remains in a liquid state for a long time. For welding in all spatial positions, electrodes are used, the coatings of which produce “short” slags when melted; The viscosity of molten slag increases quickly with decreasing temperature, so crystallized slag prevents the weld metal, which is still in liquid form, from draining. “Short” slags produce electrodes with rutile and basic coatings.
Quite good separation of the slag crust from the metal surface is obtained by using slags having a linear expansion coefficient that differs from the linear expansion coefficient of the metal.
Properties of weld metal and technological characteristics of electrodes
Electrodes are characterized by the properties of the metal they deposit, which include: strength, ductility, elongation, impact strength, hardness, corrosion resistance, aging resistance, and during surfacing operations, wear resistance.
Along with the quality of the weld metal obtained by welding with this electrode, its technological properties are also important. The main technological properties of the electrode include its productivity, suitability for welding in various spatial positions, arc stability at direct and alternating current, permissible maximum and minimum arc length, weld shape, deposition, melting and loss coefficients.
Comparative characteristics of electrodes
Electrodes produced by companies in Europe, America and Asia have appeared on the modern market. Various compositions are used to coat them, which improve the quality of the welded joint by effectively protecting the weld pool. It is difficult to navigate this diversity. The easiest way is to compare these electrodes with domestic analogues using the table.
| Execution | Electrode brand | Type of coverage | Electrode index according to standards | ||
| ISO 2560 | AWSA5.1-69 | GOST 0467-75 | |||
| Manufacturer ESAB(Sweden) | |||||
| Normal Same Same High performance Same Same Same Same Same Same |
OK.53.05 OK43.32 OK46.00 OK48.00 OK48.30 OK55.00 OKFemax 38.65 OKFemax 38.85 OKFemax 33.65 OKFemax 33.80 |
Basic Rutile Rutile Basic Basic Basic Basic Basic Rutile Rutile |
E51B21/N/ E512RR32 E433R12 E515B12020/N/ E515B12020/N/ E515B12026/N/ E514B17036/ N/ E514B17036/N/ E513 RR170 32 E513RR190 32 |
E7016 |
E50A E50 E46 E50A E50A E50A E50A E50A E50 E50 |
| Manufacturer Phoemix Union(Germany) | |||||
| Normal Same Same Same Same |
400SHGrunK45 401SH Grun K50 401SH Grun K50R 104 GrunMDS 106 GrunMD |
Normal Same Same Rutile Same |
E434B29 E434B26 E514B26 E432 R12 E432 R12 |
E615 E615 E616 E612 E612 |
E46A E46A E50A E46 E46 |
| Manufacturer " Kobe Streel» (Japan) | |||||
| Normal Same Same Same Same Same High performance Same Same Same |
L-26 LB-47A ZERODE-6V ZEROD-13 B-33 RB-62 LBI-52H LBF-52A LB-52-58 RB24 FB-24 |
Normal Same Same Rutile Same Same Normal Same Same Same |
E515B26/H/ E434B26/H/ E433R11 E433R21 E433R21 E514B12036/H/ E514B12036/H/ E514B12036/H/ E512RR16034 E512RR13034 |
16034E716 E716 E7048 E6013 E6013 E6013 E7028 E7028 E7028 E7024 |
E50A E46A E50A E46 E46 E46 E50A E50A E50A E50 |
| Manufacturer " Oerlicon" (Switzerland) | |||||
| Normal Same Highly productive Same |
Tenacito Spercito OH blau Kb OH blau TL OH blau 180 |
Normal Same Same Rutile Same |
E515B29 |
E7018 E7018 E7028 E6024 E6024 |
E50A E50A E50A E46 E46 |
Non-consumable electrodes are used to initiate and maintain the welding arc, but they themselves do not fill the weld pool. For this purpose, electrodes are used, made in the form of cylindrical rods, made of refractory material (mainly tungsten, less often coal or graphite). The end of the electrode is sharpened into a cone. To maintain a stable arc, oxides of activating rare earth metals (thorium, lanthanum, etc.) are introduced into the electrodes, increasing the emissivity of the electrode.
Graphite electrodes have high electrical conductivity and are resistant to oxidation at high temperatures.
Tungsten electrodes can be made from pure tungsten or with the addition of activating additives, which provide more stable arc burning and increase the durability of the electrode at increased current density. The content of activating additives usually does not exceed 1 - 3%.
Acid coated electrodes
The acidic coating of the electrodes contains oxides of iron and manganese (mainly in the form of ores), silica, titanium concentrate and a large amount of ferromanganese. Gas protection of the molten metal is provided by the decomposition of the organic components of the coating (cellulose, wood flour, dextrin, starch). Metal deposited with acid-coated electrodes most often corresponds in composition to boiling steel and contains from 0.12% C, 0.10% Si, 0.6-0.9% Mn to 0.05% S and P each.
Electrodes of this group are suitable for welding in all spatial positions with alternating and direct current and are characterized by a fairly high melting rate. They are not recommended for welding steels that have a high sulfur and carbon content, since the weld metal made with these electrodes is sensitive to the formation of crystallization cracks.
Electrodes with an acid coating can weld metal with rusty edges and scale (at significant arc voltage), while obtaining tight seams. Pores in seams when welding with acid-coated electrodes are formed:
- due to the high manganese content in the coating;
- when using ferromanganese with a high content of carbon and silicon;
- when welding metal with a high silicon content.
Electrodes of this group make it possible to obtain weld metal with a tensile strength of over 42 kgf/mm2, a relative elongation of at least 18% and an impact strength of more than 8 kgf ּ m/mm2. According to the mechanical properties of the welded joint and the weld metal, electrodes with an acid coating are classified as type E42 according to GOST 9467-75. The disadvantages of these electrodes are reduced resistance to the formation of crystallization cracks, increased metal spattering and the release of manganese compounds during the welding process, which have a harmful effect on the human body.
Electrodes with basic coating
The main electrode coating consists of:
- calcium carbonates
- magnesium (marble, chalk, dolomite, magnesite)
- fluorspar
- ferroalloys (ferromanganese, ferrosilicon, ferrotitanium, etc.).
The molten metal is protected by carbon dioxide and carbon monoxide, which are formed due to the dissociation of carbonates. Electrodes with a basic coating are used mainly when welding with direct current of reverse polarity in all spatial positions. The metal deposited with such electrodes most often corresponds to mild steel and contains small amounts of oxygen, hydrogen and nitrogen. The content of sulfur and phosphorus in it usually does not exceed 0.035%; the content of manganese and silicon depends on the purpose of the electrodes (from 0.5 to 1.5% Mn and from 0.3 to 0.6% Si). The weld metal, resistant to the formation of crystallization cracks and aging, has fairly high impact strength at both positive and negative temperatures.
Electrodes with a base coating are used for welding thick metals, for products operating in harsh operating conditions or transporting gases, as well as for welding cast carbon, low-alloy high-strength steels and steels with a high content of sulfur and carbon.
Basic coated electrodes are very sensitive to the formation of pores during welding if the edges of the work being welded are covered with scale, rust, oil, and also if the electrode coating is moistened and a long arc length is maintained. The mechanical properties of the weld metal are regulated by introducing chromium, molybdenum, ferromanganese and ferrosilicon into the coating.
Rutile coated electrodes
The composition of the rutile coating of electrodes includes:
- concentrate of the natural mineral rutile
- silica
- calcium carbonates, magnesium
- ferromanganese.
Rutile concentrate consists mainly of titanium dioxide. Silica is introduced into the coating composition in the form of granite, feldspar and mica.
When welding, electrodes of this group have little tendency to form pores when the arc length changes or on oxidized surfaces, as well as on metal previously deposited with electrodes with a stabilizing coating. During the welding process, the rutile coating ensures stable arc burning, good seam formation, and minimal metal spattering. The emission of harmful gases during welding is small.
Rutile-coated electrodes can be used to weld products in all spatial positions using both alternating and direct current. Metal deposited with rutile-coated electrodes contains up to 0.12% C; 0.4 - 0.7% Mn; 0.1 - 0.3% Si; 0.04% S and P each.
- rutile-carbonate (electrodes ANO-3, ANO-4, ANO-5);
- rutile-carbonate-fluoride (OZL-9 electrodes);
- ilmenite (electrodes ANO-6);
- rutile with iron powder (AHO-1 electrodes);
- plastic (electrodes VSP-1).
Electrodes with rutile carbonate coating have high welding and technological properties. When welding with these electrodes, good formation of the weld metal in all spatial positions, easy separation of the slag crust, and stable arc burning when welding with alternating and direct current of any polarity are ensured. They have low metal loss from spattering and in this respect are significantly superior to SM-5 electrodes. According to the mechanical properties of the weld metal and welded joint, these electrodes belong to electrodes of type E-46, GOST 9467-75. Electrodes with rutile-carbonate coating provide high impact strength of the weld metal at positive and negative temperatures immediately after welding and after aging. The impact strength of weld metal made with ANO-3 and ANO-4, ANO-5 electrodes is significantly higher than for SM-5 electrodes.
Electrodes with rutile-carbonate-fluoride coating are used when welding heat-resistant steels operating at temperatures up to 1050 ° C, and when the weld metal is subject to requirements for increased resistance to embrittlement.
Ilmenite coated electrodes characterized by easy arc excitation. When welding with ANO-6 electrodes, which have an ilmenite coating, less dust, smoke and gases are released than when welding with SM-5 electrodes.
Electrodes coated with rutile iron powder, have high productivity due to the presence of iron powder in the coating. Welding is performed mainly in the down position. Welding releases small amounts of toxic manganese compounds. These electrodes have a typical deposition rate of 15 r/A ּ h. The tendency of the weld metal to form pores is insignificant, since the presence of rust and oil, as a rule, does not cause the formation of pores.
Plastic coated electrodes also contain iron powder, these electrodes can easily weld gaps. The coating is non-hygroscopic. Welding is possible in all spatial positions using direct and alternating current.
Electrodes for welding cast iron
For welding cast iron, electrodes are characterized by the electrode rod used.
The electrode rod can be made from cast iron rods, steel welding wire, copper wire and its alloys, and also from some alloy steel wires. The electrodes of the following brands are mainly used for welding cast iron: OMCh-1, MNCh-1, OZCh-1, TsCh-4 and TsCh-ZA, ANCh-1.
Electrodes brand OM4-1, made from cast iron rods with a special coating, are used for welding and surfacing of cast iron parts and gray cast iron castings with preheating. These electrodes are suitable for welding only in the lower position on direct current of reverse polarity and alternating current and provide gray cast iron in the deposited metal - the weld. The arc stability and seam formation of the OMCh-1 electrodes are satisfactory.
Electrodes MNCh-1 made from wire: NMZhMts with a basic coating. These electrodes are designed for welding and surfacing of cast iron without heating. Welding can be performed in the lower, vertical and overhead positions using direct current of reverse polarity. The weld metal is an iron-nickel-copper alloy and is easily processed.
Electrodes OZCH-1 made from copper wire with a base coating containing iron powder. These electrodes are used for welding and surfacing of cast iron without heating. Arc stability and seam formation are satisfactory.
Electrodes ANCH-1 are made from Sv-04Х19Н9 or Sv-04Х19Н9Т wire, in a copper sheath with a main coating. When welding with these electrodes, heating is not required and they are suitable for welding in the lower and vertical positions with direct current of reverse polarity. The weld metal, a copper-chromium-nickel alloy, is easy to machine, and the arc stability is satisfactory.
Electrodes TsCh-4 consist of an electrode rod Sv-08 and SV-08A with a main coating and are intended for welding structures made of high-strength cast iron and cast iron with steel. The weld metal is quite ductile and can be processed well on mechanical machines.
Electrodes TsCh-3A have a Sv-08N50 rod and a basic type coating and are used for cold welding of high-strength magnesium cast iron.
Electrodes for welding carbon and low-alloy structural steels
Electrodes A grades SM-5, KPZ-32R and UNL-1 and others are designed for welding low-carbon steels in all spatial positions.
Electrodes B grades UONI-13/45, SM-11, UP-1/45, UP-2/45 and OZS-2 Designed for welding low-carbon, medium-carbon and low-alloy steels. The weld metal has high resistance to the formation of crystallization cracks and is characterized by a low hydrogen content. Electrodes of this group are suitable for welding in all spatial positions.
Electrodes R brands ANO-3, ANO-4, MR-1, MR-3, OZS-4, OZS-6, RBU-4, RBU-5, ZRS-2, OZS-3, ZRS-1 designed for welding low-carbon steels in all spatial positions.
Electrodes B grades UONI-13/55, DSK-50, UP-1/55, UP-2/55, K-5A Designed for welding low-carbon, medium-carbon and low-alloy steels. They are characterized by a low hydrogen content and high weld resistance against the formation of crystallization cracks. Welding with these electrodes is possible in all spatial positions.
Electrodes brand UONI-13/65 designed for welding medium-carbon and low-alloy chromium, chromium-molybdenum and chromium-silicon-manganese steels in all spatial positions.
The percentage of carbon in the deposited metal for the electrodes listed below is:
- KPZ-32R and UNL-1 - 0.07;
- UONI-13/45, SM-11, UP-1/45 and UP-2/45 - 0.10;
- OZS-2, ANO-3 and ANO-4 - 0.08;
- MP-1 - 0.12; MP-3 - 0.11; OZS-4 and OZS-6 - 0.10;
- RBU-4 and RBU-5 - 0.08,
- ZRS-2 -0.12; OZS-3 - 0.10;
- ZRS-1 - 0.12;
- UONI-13/55 - 0.09;
- DSK-50, UP-1/55 and UP-2/55 - 0.10;
- UONI-13/65 - 0.13.
Electrodes for welding heat-resistant steels
Electrodes A grade TsL-14 are intended for welding structures made of steels 12MX, 15ХМ and 20МХ-L, operating at temperatures up to 550º C. Welding is possible in all spatial positions.
Electrodes B brand GL-14 are intended for welding structures made of steel 12MX, operating at temperatures up to 560° C. Welding is possible in all spatial positions.
Electrodes B grade TsL-30-63 are intended for welding steels 34ХМ and 20ХЗМВФ. Welding is possible in the lower and vertical positions.
Electrodes B grade TsL-20-63 are used for welding pearlitic chrome-molybdenum vanadium steels 20KhMF, 20KhMF-L and 12Kh1M1F. Structures made from the above steels operate for a long time at temperatures up to 570° C.
Electrodes B grade TsL-26M-63 are intended for welding structures of heat-resistant steels of pearlitic class 15ХМФКР and 12Х2МФБ, operating at temperatures up to 600° C.
Electrodes B grade TsL-17-63 are intended for welding steels Kh5M and 15Kh5MFA, operating at temperatures up to 450° C.
Electrodes B grade SL-16 are intended for welding steels X5VF, 06X13 and X17.
Electrodes B brand LMZ-1 are intended for welding steels of type 1X13. Welding is only possible in the lower position.
Welding with TsL-20-63, TsL-26M-63, TsL-17-63 and SL-16 electrodes is performed in all spatial positions.
Electrodes for welding corrosion-resistant, heat-resistant and heat-resistant steels and alloys
OZL-14- for welding steels ОХ18Н10Т, ОХ18Н10 and Х18Н10Т and the like, when the weld metal is required to be resistant to intergranular corrosion;
OZL-8- for welding steels X18N9, X18N9T and the like, operating at temperatures up to 350° C;
TsL-11- for welding steels X18H10T, Х18Н9Т, OX13H12T, ОХ18Н12Б, 1X21H5T, 1Х16Н13Б and the like, when stringent requirements for resistance to intergranular corrosion are imposed on the weld metal;
TsT-15-1- for welding steel X18N12T and the like, operating at a temperature of 600-650º C and high pressure;
ZIO-3- for welding steels X18H10T, X18N9T and the like, operating at temperatures up to 560 ° C or in conditions where the weld metal is required to be resistant to intergranular corrosion.
For welding heat-resistant steels and alloys, electrodes OZL-6, TsL-25, OZL-4, OZL-9a and GS-1, OZL-5 and TsT-17 are used.
OZL-6 electrodes are intended for welding steels X25T, X28 and others operating at a temperature of 1150º C; TsL-25 - for steels X25T, X28, X23N18, operating at temperatures above 850 ° C; OZL-4 - for steels X25T, X28, X23N18, operating at temperatures of 900-1100º C; OZL-9A - for steels X23N13, X23N18 and the like, operating in oxidizing and carburizing environments at temperatures of 900-1050 ° C; GS-1 - for steels X20N14S2, X25N20S2 and the like, operating at temperatures up to 1050 ° C (first layer); OZL-5 - for steels X25N20S2, X20N14S2, operating in the temperature range 900-1100 ° C; TsT-17 - for steel X20N14S2 and the like, operating at temperatures of 900-1100 ° C. For welding heat-resistant steels and alloys, electrodes are used, the purpose of which is given in the table.
Purpose of electrodes for welding heat-resistant steels and alloys
Electrodes for welding non-ferrous metals
For each non-ferrous metal that can be arc welded, special electrodes have been developed.
Aluminum and its alloys are welded with OZA-1, AF-4aKr, A2 and OZA-2 electrodes.
Copper and its alloys are welded with Komsomolets-100, MN-5, ANMts/LKZ-AB electrodes.
Nickel and its alloys are welded with MZOK and KhN-1 electrodes.
Electrodes OZA-1 and AF-4aKr, made from Sv-A1 wire with halide-type coating, are used for welding and surfacing of aluminum grades A6, AD O, AD1 and AD. With these electrodes, welding can only be performed in the lower position with direct current of reverse polarity.
Electrodes A2 on Sv-AM or Sv-AK5 wire with a halide type coating is used for welding aluminum-manganese alloy AMts and Al-9. Welding is possible in the lower position with direct current of reverse polarity.
Electrodes OZA-2 on Sv-AK5 wire with halide type coating are intended for welding and surfacing of parts made of aluminum casting alloys of the Al-2, Al-4, Al-5, Al-9, Al-11 grades. With these electrodes, welding is carried out in the lower position using direct current of reverse polarity.
Electrodes "Komsomolets-100" on copper wire with a basic coating is used for welding copper, which contains no more than 0.01% oxygen. The same electrodes are used to weld copper with carbon steels. Welding is performed in the lower position with direct current of reverse polarity.
Electrodes MH-5 made from MH-5 wire with acid-type coating. These electrodes are intended for welding copper-nickel pipelines made of MNZh5-1 alloy or with L90 brass and BrAMts9-2 bronze in the lower position with direct current of reverse polarity.
BrANMts8-5-1.5 with halide type coating and are intended for welding aluminum and aluminum-nickel bronzes of AMts9 and AN types. Welding is carried out in the lower position with direct current of reverse polarity.
Electrodes MZOK wire NMZhMts28-2.5-1.5 with a base coating is used for welding Monel metal and other copper-nickel alloys. Welding is carried out in the lower position with direct current of reverse polarity.
Electrodes ХН-1 made of NIMO-25 wire with a basic coating is used for welding cast, forged nickel-molybdenum alloy with a molybdenum content of 25 to 30%.
A welding electrode is a rod made of conductive material, coated with a layer of a special substance that improves the properties of the electrode. Electrodes have many different classifications, depending on the characteristics by which the classification is made. For example, electrodes are available with or without coating. Most electrodes are produced of the first type; uncoated electrodes are used in the form of a wire cassette. It is used for gas-protected welding.
Non-fusible electrodes
Non-fusible electrodes are made of graphite, specially treated carbon or tungsten. Such electrodes form a seam due to the high temperature, which melts the material of the parts being connected or the filler rod. The electrode material itself does not form a seam.
Tungsten electrodes are made without additives or with additives from lanthanum, yttrium and thorium. They are used, for example, in argon welding, where the weld pool is protected from air with the help of gas, and the heated electrode holds the parts together. They are also used for plasma cutting in oxygen-free environments.
Carbon electrodes are used for both welding and cutting materials in air.
Graphite electrodes are used mainly in furnaces where there is a need to smelt metals of certain properties, for example, alloy steels.
Fusible electrodes

Fusible electrodes are made of metals and coatings with different properties. When welding, such electrodes form a seam from the melting material of the rod.
Simply put, they are classified according to several characteristics:
Metal rod,
Type of coating and its thickness,
Type of metal being welded
Electrode position during welding.
Metal
The rod can be made of steel, cast iron, copper, aluminum, bronze and some other metals.
Coating
The coating thickness is divided according to the ratio of the diameter of the entire product to the thickness of the rod:
M - Thin, less than 1.2.
C - Average, less than 1.45.
D - Thick, less than 1.8.
G - Particularly thick, more than 1.8.
The composition of the coating is:
A - Sour,
B - Basic,
R - Rutile,
C - Cellulose,
Mixed - can be AB, AR, RJ, RC.,
P - Other.
Acid coating works well when welding rusting metal. With such welding, weld porosity is almost eliminated; moreover, with such an electrode it is possible to weld in any spatial orientation with a long arc. They work with alternating and direct currents. However, it is worth noting that due to excess oxygen in the weld, it has slightly lower impact strength and is more susceptible to hot or crystallization cracking. Another disadvantage is the harmfulness of the fumes released when the flux is heated. Most types of electrodes are sold in every city, for example, electrodes in Lenino are offered by the company PKF Interpromkontakt LLC.
The use of a base coating results in a seam with excellent impact resistance. These electrodes are suitable for use with direct current of reverse polarity, and with the addition of potash or liquid glass, the use of alternating current becomes justified. With a short arc, work can be done in all positions. The electrode is used for welding both low- and high-alloy steels and carbon steels. The negative aspects of such a coating are the demanding condition of the surfaces being welded and the need to dry the electrodes themselves, otherwise the quality of the seam may noticeably deteriorate.
Rutile-coated electrodes are valued for their weld quality, low material loss due to spatter, ease of ignition and arc stability at alternating current. They are not demanding on the condition of the coatings being welded, they allow you to work with any arc, and their seam is more resistant to cracking than the previous two. Widely used for manual arc welding of low-carbon steels.
The cellulose coating is created using a large proportion of organic matter, which during combustion provides good protection from contact with air. Electrodes with it can be used for welding in any position with alternating current and do not require surface preparation. The disadvantage is that such electrodes have quite large losses of material due to splashing.
Mixed coatings have combinations of the properties listed in various combinations.
Type of metal being welded
L - Alloyed,
U - Carbon and low alloy,
B - Highly alloyed, with special properties,
T - Heat resistant,
Alloying is done by adding components to the alloy, thanks to which certain of its characteristics are improved. But a change in composition and properties leads to the fact that it begins to interact differently with substances when exposed to them. This makes it necessary to select electrodes for different grades of steel. On the other hand, the electrodes themselves must correspond to the quality characteristics of the metals being welded, so that the weld does not become the weak point of the structure.
Carbon reduces the ductility and toughness of the alloy, the more, the stronger. Carbon steels are characterized by ductility, which is why welding requires fairly high weld performance.
Heat-resistant alloys are demanding on the weld in terms of resistance to loads that arise during compression and expansion due to temperature changes.
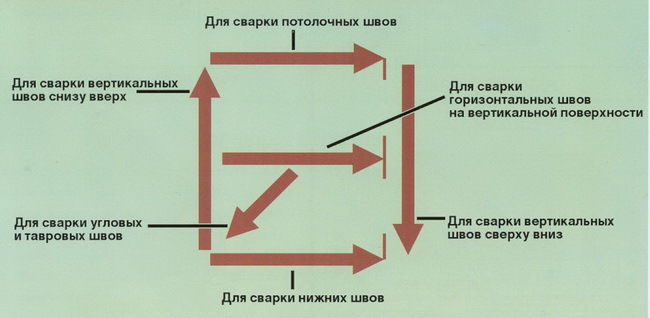
Electrode position when welding
Not every product is suitable for welding in all possible positions. The following are distinguished:
All provisions
Everything, except vertically down,
On a vertical surface horizontally, bottom, vertically up,
Bottom and Bottom.
Administration Overall rating of the article: Published: 2015.07.27
When working with manual arc welding, you are constantly working with electrodes. This element of the welding process is not as simple as it seems and has its own extensive classification. Today you can select products to suit any needs, based on the metals being welded, the type of equipment, the required properties of the seam and many auxiliary parameters. Below you will learn about the classification of coated electrodes and their designation.
Electrodes applicable for manual arc welding are divided into consumable and non-consumable. Rods that melt during welding are made of cast iron, steel, copper or other metal, depending on the material. They play the role of an anode or cathode, and also act as a filler material. They can be covered or uncovered.
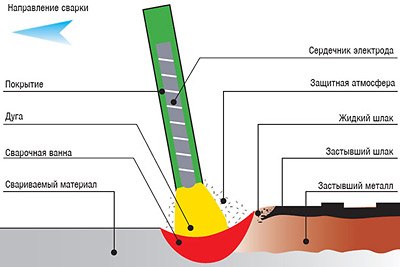
The coating in the melting rods performs many functions, from holding the arc to forming a gas cloud that prevents oxidation of the weld.
Non-consumable electrodes for welding are made from various refractory materials - graphite, tungsten or coal. They serve to ignite and hold the arc, and filling the seam with additives is carried out using manual supply of fusible material. 
What does a consumable electrode consist of?
Consumable electrodes for manual arc welding consist of an inner rod and an outer layer. According to the requirements of Gosstandart, when creating consumable welding electrodes, a variety of steels are used: carbon, with a large or small number of impurities; copper, aluminum, nickel and other non-ferrous alloys are also used. The composition of the rod is determined by the material being welded, since both metals must fit together. The exception is cast iron, which can be welded with both steel and copper and iron electrodes.
Like the rod, the outer layer is made taking into account the metal being welded, which is why its composition may vary slightly. But despite this, it invariably performs the following functions:
- promotes arc retention;
- produces slag that envelops the weld pool, melting the mineral components of the coating;
- produces a protective gas that appears as a result of the combustion of organic components of the coating.
- performs deoxidation or alloying of metal.
Classification of coated electrodes
Considering the long list of all possible variations of coating, alloy and other parameters of coated electrodes, for a more convenient search for the desired type of rods, they received an extensive classification. Types of welding electrodes are divided based on the following characteristics:
By purpose:
- alloys with a small proportion of impurities and carbon alloys;
- material with a large number of ligatures;
- alloys with enhanced strength and unique properties;
- surfacing electrodes with unique properties.
Type - the value of the final seam, characterized by tensile strength, temporary or point mechanical impact.
Welding electrode grades are a unique value assigned by the manufacturer for the internal classification of products. That is why the marking of welding electrodes with the same parameters, but from different manufacturers may be different.
The thickness of the outer layer - based on their thickness ratios, based on the size of the central rod, the outer layer is classified into - thin, medium thickness, thick and the thickest.
Type of current - electrodes of direct current, alternating current with direct or reverse connection.
The composition of the coating is divided into a welding electrode with an acidic, basic, cellulose, rutile, layer with an increased concentration of iron, spraying consisting of various layers.
According to the permissible positions, the rods are divided into products permissible for use in:
· any provisions;
· all except for the vertical, downward direction;
· lower and vertical directed upward;
· lower.
Based on the quality or condition of the seam, after working with the rods, the electrodes are divided into three groups. Products of better quality belong to the first group.
Thickness is a parameter indicating the diameter of the steel base; it can range from 1.6 to 12 mm.
Marking of welding electrodes and their interpretation
To figure out which electrodes are presented in front of you, you should study their markings. Each package contains information about 9 main characteristics in accordance with GOST 9466-75.
![]()
- Types coated electrodes for welding.
High-strength steels, with a large proportion of carbon, high or low percentages of alloys, are welded with electrodes marked starting with the symbol E - electrode, then there are numbers indicating the maximum permissible tensile loads (kgf_mm2), at the end there is an index A - indicating increased stability seam to plastic and impact loads. For example: E 42, E 50, E46 A, E 60, etc.
Heat-resistant and high-alloy steels: symbol E, numbers after the dash indicating the amount of carbon, followed by letters and numbers indicating a specific chemical element (A - nitrogen, M-molybdenum, F - vanadium, etc.) and its amount in hundredths . Chemical components are arranged in descending order of their quantity in the product. For example: E-09M; E-10ХЗМ1БФ; E-30G2ХМ, etc. - Stamps electrodes for welding
Brands are an individual parameter and depend solely on the manufacturer. - Diameter
The thickness of the inner part of the coated electrode ranges from 1.6 to 12 mm; in everyday life, thicknesses of 3-5 mm are most often used. - Purpose
Manufactured to work with carbon steels and with a low number of impurities, as well as strength up to 60 kgf/m2, the electrodes are marked with the letter - U;
Alloyed structural steels with a tensile strength above 60 kgf/m2 are welded with products marked - L;
Products for steels with low thermal conductivity are marked with the letter - T;
Metals with a large proportion of impurities and unique properties can be welded with products marked – B;
Surfacing layers with unique characteristics are produced by products marked - N. - Coating thickness
A value indicating the ratio of the thickness of the covering to the inner rod. If this ratio is less than 1.2, then the product is marked with the symbol M and classified as thinly coated; the middle layer ranging from 1.2 to 1.45 is marked with the symbol C; thick - from 1.45 to 1.8 are marked with the symbol D and finally the thickest, the ratio of which is more than 1.8, is marked with the mark G. - Basic properties of the seam
The exact properties of the alloys, for each type these values are their own and indicate strength, percentage composition of impurities, working temperature of the weld and a number of other indicators. These values can be found in the corresponding tables with interpretations. - Type of electrode coating
A – acid coating.
B – calcium fluoride.
C – cellulose.
R – rutile.
F – increased iron content.
There are also mixed types of electrode coatings, which are marked with several letters based on the composition. - Marking of spatial positions
1 – all
2 – everything except vertical, downward;
3 – lower, plus vertical (bottom-up movement);
4 – exclusively lower. - Type of welding current and connection
— Index 0 electrodes for direct current and reverse connection;
- index 1.4, 7 - indicates products for any type of voltage and any connections;
- indicators - 2,5,8 - any current, but the connection must be direct;
— indexes — 3,6,9 for any currents and reverse connection.
Manufacturers of welding electrodes
Below are the three best manufacturers of welding, coated electrodes in Russia:
- NPP "Welding of Eurasia". Over more than 70 years of history, the company has managed to master the full cycle of electrode production and currently produces all types of electrodes - consumable, welding, for alloy steels and many others.
- JSC "Electrode Plant" The manufacturer is famous for its products, which are supplied to the largest machine-building plants in the country; the company also produces products for the average consumer. Professional welders note the ease of use and quality of this company’s products.
- LLC "NPO Spetselektrod" The products of this company include more than 50 different brands of consumer rods up to 6 mm thick. The production also accepts individual orders.
Don’t forget about the world leaders, the top three:
- Esab is a company with a century-old history and products recognized as the best in the world. These Swedish electrodes are known on all continents as the highest quality.
- Kobe Steel is a Japanese company that has gained popularity by supplying their products to oil production companies.
- Klöckner & Co SE is a German company producing steel and welding consumables. Welding electrodes from this company are very popular and widely used in Russia.
More than a hundred years have passed since the invention of the first effective welding electrode, created and patented by the Swede O. Kelberg in 1911. Looking back at the decades that have passed since this event, we can say unequivocally that the invention of the welding electrode has become a real event of world significance.
For better welding of metals and alloys, it is necessary to select a specific brand of welding electrodes for each of them. And in order not to make a mistake in choosing, you need to know what types of electrodes exist, how to recognize their markings and areas of application - the answers are in this article.
Purpose of the electrode, its characteristics
The electrode is an important link in electric arc welding technology - it is designed to supply electric current to the welding object. Today there are many types and brands of welding electrodes, each with their own narrow specialization.
Electrodes must meet the following conditions:
- supply of a constant combustion arc, formation of a high-quality seam;
- the metal in the weld must have a certain chemical composition;
- the electrode rod and its coating melt evenly;
- welding with high productivity with minimal spattering of the electrode metal;
- The slag obtained during welding is easily separated;
- preservation of technological and physico-chemical characteristics during a certain period (during storage);
- low toxicity during production and welding.
For their manufacture, electrically conductive welding wire or metal rods are used, the chemical composition of which determines the quality of the electrodes. Electrodes can consist only of a metal rod (wire) - such welding electrodes are called uncoated. If the electrode rod is coated with a special composition designed to improve the quality of welding, the electrodes are called coated. Several types of coating are used: acidic, basic, rutile, cellulose and mixed.
According to its purpose, the coating is divided into two types: protective (thickly coated electrodes) and ionizing (thinly coated electrodes). To better understand the differences between these types of coatings, it should be noted that the quality of welding with electrodes with an ionizing coating is inferior to welding with electrodes with a protective coating - the first type of coating is not able to protect the weld from nitriding and oxidation.
How is the type of electrode coating related to their welding and technological properties?
The ability to perform welding in any spatial position, electric welding performance, required welding current, tendency to pore formation, as well as (in some cases) tendency to form cracks in the weld and hydrogen content in the deposited metal - all these factors directly depend on the type of coating of the welding electrodes .
The acid coating consists of silicon, manganese and iron oxides. Acid-coated electrodes (SM-5, ANO-1), according to the properties of the welded joint and weld metal, are types E38 and E42. When welding with acid-coated electrodes on metals covered with rust or scale, pores will not form (the same happens when the arc is lengthened). The welding current for such electrodes can be alternating or constant. A negative factor when welding with acid-coated electrodes is the high tendency for hot cracks to appear in the weld metal.
The main coating of the electrodes (UONII-13, DSK-50) is formed by fluoride compounds and carbonates. The chemical composition of the metal directed by such electrodes is identical to that of mild steel. The low content of non-metal inclusions, gases and harmful impurities provides the weld metal with high impact strength (at normal and low temperatures) and ductility; it is characterized by increased resistance to hot cracks. According to their characteristics, electrodes with a basic coating belong to the types E42A and E46A, E50A and E60.
However, electrodes with a basic coating are inferior in their technological characteristics to some types of electrodes due to their disadvantages - in the case of moistening of the coating and when the arc is extended, when working with them, there is a high sensitivity to pore formation in the weld metal. Welding with such electrodes is carried out under direct current with reverse polarity; the electrodes require calcination before starting welding work (at a temperature of 250-420°C).

Electrodes with rutile coating (MR-3, ANO-3, ANO-4, OZS-4) surpass all other types of electrodes in a number of technological qualities. When welding with alternating current, the arc combustion of such electrodes is powerful and stable, with minimal metal spattering - a high-quality seam is formed, and the slag crust is easily separated. Changing the arc length, welding wet or rusty metal, welding on a surface with oxides - all this has little effect on the pore formation of rutile electrodes.
However, the weld metal they form also has negative qualities - reduced impact strength and ductility caused by inclusions of silicon oxide.
Organic components in large quantities (up to 50%) make up the cellulose type of electrode coating (VSC-1, VSC-2, OMA-2). The metal deposited by them is identical to calm or semi-quiet steel (in chemical composition). According to their characteristics, cellulose-coated electrodes belong to types E50, E46 and E42.
One-sided welding with cellulose electrodes on weight allows you to obtain a uniformly reverse seam bead; you can also weld vertical seams using the top-down method. However, the weld metal obtained by welding with cellulose electrodes has a high hydrogen content and this is a big disadvantage.
Mixed coating allows you to combine the quality characteristics of different types of electrode coatings. Mixed coatings are acid-rutile, rutile-cellulose, rutile-basic, etc.
| Coverage type | Marking according to GOST 9466-75 | International ISO marking | Marking according to the old GOST 9467-60 |
| sour | A | A | P (acid ore) |
| basic | B | IN | F (calcium fluoride) |
| rutile | P | R | T (rutile (titanium)) |
| cellulose | C | WITH | O (organic) |
| mixed types of coating | |||
| acid rutile | AR | AR | |
| rutile-basic | RB | R.C. | |
| mixed others | P | S | |
| rutile with iron powder | RJ | R.R. | |
Consumable electrodes and non-consumable electrodes - what is the difference between them
The metal rod of consumable electrodes is used in welding as a forming material for the seam; the material for such electrodes is steel or copper. Non-consumable electrodes are made from coal or tungsten - their purpose is to supply electric current to the welding site; filler wire or rod is used to fasten the welded elements (connected primarily by their own metal). The material for the production of carbon electrodes is a special electrical amorphous carbon, which is given the appearance of rods with a round cross-section. Carbon electrodes are used in two cases: to obtain neat welds from an aesthetic point of view - if the appearance of the final product is especially important; with their help you can cut particularly thick metal (air-arc cutting).
The length of the electrode depends on its diameter:
| Electrode diameter, mm | Electrode length, mm | Electrode diameter, mm | Electrode length, mm | ||
| highly alloyed | alloyed or carbon | highly alloyed | |||
| 1,6 |
220 250 |
150 200 |
4,0 |
350 450 |
350 |
| 2,0 | 250 |
200 250 |
5,0 6,0 8,0 10,0 12,0 |
450 |
350 450 |
| 2,5 |
250 300 |
250 | |||
| 3,0 |
300 350 |
300 350 |
|||
Electrode marking is carried out according to the following scheme:
The 1st value corresponds to the electrode type;
2nd - brand of electrode;
3rd - diameter (mm);
4th - describes the purpose of the electrodes;
5th - coating thickness;
6th - index informing about the characteristics of the weld metal and deposited metal (GOST 9467-75, GOST 10051-75 or GOST 10052-75);
7th - type of coating;
8th - types of spatial positions of surfacing or welding acceptable for these electrodes;
9th - polarity and type of current, rated voltage for an alternating current source at no load.
A prerequisite for the electrode marking structure is an indication of the technical requirements (GOST) according to which these electrodes were made (according to the conditions of GOST 9466-75, TU 14-4-644-65, TU 14-4-321-73, TU 14-4 -831-77, TU 32-TSTVR-611-88).
Example of electrode marking:
| E46A - UONI - 13/45 - 3.0 - UD2 | GOST 9466-75, GOST 9467-75 |
| E432(5) - B10 |
The proposed example contains the marking of electrodes of type E46A; let’s consider its meaning in more detail.
Designation in the divider:
- E - electrode intended for arc welding;
- 46 - guaranteed lowest temporary tensile strength (according to GOST 9467-75);
- A - improved type electrodes;
- U - electrodes are suitable for welding (carbon and low-alloy) with a tensile strength of up to 600 MPa;
- D2 - coating thickness corresponds to group 2;
Designations in the denominator:
- 43 2 (5) - characteristics of weld and deposited metal;
- B - according to the above table of coating types, corresponds to the main type;
- 1 - spatial position permissible during welding;
- 0—reverse polar direct current.
When marking electrodes applicable for welding structural steels (carbon and low-alloy) with a tensile strength of up to 600 MPa, a dash is not placed after the letter “E” (in the denominator).
According to GOST 9466-75, metal electrodes produced by the crimping method for manual arc welding of steels and surfacing of outer (surface) layers with special properties are marked with the corresponding letter designation and divided into classes:
- for welding carbon and low-alloy steels (with tensile strength up to 600 MPa) - marking “U”;
- For welding alloy steels (tensile strength over 600 MPa) - marking “L”;
- For welding alloy steels with high heat resistance - marking “T”;
- For welding high-alloy steels with special properties - marking “B”;
- To carry out surfacing of surface layers with special properties - marking “H”.
Electrodes intended for welding high-alloy steels are divided into classes depending on the chemical composition and mechanical properties of the deposited metal: there are 49 types of such electrodes (according to GOST 10052-75), designated by the index “E”, followed by numbers and letters. The numbers behind the index (two) inform about the carbon content (average, in hundredths of a percent) in the deposited metal. The following letter designations of chemical elements are given (quotes are not used when marking): nitrogen - “A”, niobium - “B”, tungsten - “B”, manganese - “G”, copper - “D”, molybdenum - “M”, nickel is “N”, titanium is “T”, vanadium is “F” and chromium is “X”. If the average content of chemical elements in the deposited metal is less than 1.5%, the numbers after the letter designation are not set.
Possible spatial positions during welding are indicated as follows:
- if welding in all positions is permissible for a given type of electrode - “1”;
- all positions, with the exception of welding in the top-down position - “2”;
- only for a horizontal position on a vertical plane, for a vertical position in the direction from bottom to top and for a bottom position - “3”;
- only for the lower position and lower in the boat - “4”.
Electrodes are divided into several groups
Group of electrodes for welding work with carbon and low-alloy steels
The electrodes included in this group are used for welding carbon steels (carbon content up to 0.25%) and low-alloy steels with a tensile strength of no more than 590 MPa. This group of electrodes is united by the following properties of the welded joint and mechanical characteristics of the weld metal: impact strength and elongation, bending angle and tensile strength.
These properties of the electrodes determine their classification within the group (when marking, the numbers following the letter “E” inform about the lowest tensile strength of the welded joint or weld metal, in kgf/mm2):
- welding work on steels with a tensile strength of less than 490 MPa (E38, E42, E46 and E50);
- welding work on steels with high requirements for impact strength and relative elongation of the weld metal (E42A, E46A and E50A);
- welding work on steels with a temporary tensile strength of more than 490 MPa, but not higher than 590 MPa (E55 and E60).
Group of electrodes for welding work with high-alloy steels and alloys
Within the group, electrodes whose purpose is to weld nickel- and iron-nickel-based alloys, as well as high-alloy steels, are divided into:
- intended for welding heat-resistant (heat-resistant) steels and alloys;
- designed for welding corrosion-resistant steels and alloys.
According to the conditions of GOST 10052-75, electrodes intended for welding high-alloy steels and alloys with corrosion resistance, heat resistance and heat resistance are classified into 49 types according to the mechanical properties of the weld metal and the chemical composition of the deposited metal. For most industrially produced electrodes, the characteristics of the deposited metal are determined by the manufacturers' specifications.

Electrodes intended for welding high-alloy alloys and steels have significant differences in the characteristics of the deposited metal and chemical composition from the characteristics and composition of the metals they weld. In order to make the optimal choice, it is necessary to achieve the basic operational parameters for welded joints (corrosion resistance and mechanical properties, heat resistance and heat resistance) and the resistance of the weld metal to cracking.
Welding of high-alloy steels and alloys is performed with electrodes with rutile, basic and rutile-basic types of coatings. Such electrodes have a higher melting rate and deposition rate due to rods made of high-alloy alloys and steels, compared to electrodes intended for welding low-alloy, alloy and carbon steels - the whole point is that electrodes for welding high-alloy alloys and steels have high electrical resistance and low thermal conductivity. These same properties require welding to be performed under a welding current of reduced values and a reduction in the length of the electrodes; the welding itself is performed mainly under reverse polar direct current.
A group of electrodes for welding work on alloyed structural steels (increased and high strength)
Electrodes of this group perform welding with a temporary tensile strength of more than 590 MPa. Welding of such grades of steel is carried out in two ways: after welding, the seams are subjected to heat treatment or it is not carried out.
Heat treatment of welded seams makes it possible to obtain welded joints of equal strength. There are five types of electrodes (according to GOST 9467-75) intended for welding these types of steels (E70, E85, E100, E125 and E150). According to GOST, the deposited metal cannot contain more than 0.030% sulfur and 0.035% phosphorus.
Important Note: Before performing welding work on structures whose operation requires the presence of extreme conditions, it is necessary to pay close attention to the chemical composition of the electrode and the metal that will be welded with it (you can determine the chemical composition using regulatory documentation, or use general data from the complete marking of the electrodes).
In cases where there is no special need for equal-strength joints during welding, electrodes that can provide an austenitic structure of the weld metal can be used. Welded joints obtained in this way have increased resistance to cracking, and the distinctive characteristics of the weld metal will be toughness and ductility. This type of electrodes can be used for welding dissimilar and high-alloy steels, taking into account during welding operations all the features of such electrodes designed for welding high-alloy steels.
Electrodes intended for surfacing
For the formation of surface layers by arc surfacing (with the exception of surfacing layers on non-ferrous metals), there is a specialized group of electrodes produced in accordance with GOST 10051-75 and GOST 9466-75.
This group includes 44 types of electrodes (for example, E-16G2KhM, E-110x14V13F), classified by hardness (at normal temperature) and by the characteristics of the deposited metal (its chemical composition). The characteristics of the deposited metal of the electrodes are determined in some cases according to the specifications of each manufacturer.

According to the operational characteristics of the deposited metal and the selected alloying system, electrodes for surfacing can be divided (conditionally) into six groups that form the deposited metal:
- low-carbon, low-alloy, highly resistant to shock loads and friction between two metals;
- medium-carbon, low-alloy, having high resistance to shock loads during friction of two metals at normal and elevated temperatures (up to 600-650oC);
- alloyed carbon (highly alloyed), resistant to abrasive wear and shock loads;
- high-alloy carbon, with increased resistance to high temperatures (650-850°C) and high pressures;
- highly alloyed with an austenitic structure, highly resistant to corrosion-erosive wear and friction of two metals at high temperatures (up to 570-600°C);
- dispersion-strengthened, highly alloyed, highly resistant to particularly difficult deformation and temperature conditions (910-1100°C).
Metal surfacing work is carried out using special technologies, which may include heating (preliminary and accompanying), heat treatment, etc. - based on the condition and chemical composition of the metals (base and deposited). Strict adherence to technology allows us to obtain weldable metal surfaces with specified performance characteristics.
A group of electrodes used for cold welding and surfacing of cast iron products
Such electrodes make it possible to correct defects found in cast iron castings; the same group includes electrodes used during repair and restoration work on worn-out equipment. It is possible to use electrodes for cold welding in the creation of structures using the welded-casting method.
Using electrodes from this group, it is possible to obtain weld metal of certain properties - steel and nickel-based alloys, iron-nickel alloy, copper, etc.
Welding heat-resistant steels - electrodes used
Heat-resistant steels (grades TsL-17, TsL-39, TML-1U, TML-3U, TsU-5, OZS-11, etc., capable of operating at high temperatures - up to 550-600oC) are welded with special electrodes, the main properties of which are chemical characteristics of the deposited metal and mechanical characteristics of the weld metal under normal temperature conditions. Before starting welding work, it is important to take into account the maximum operating temperature and its compliance with the calculated long-term strength of the weld metal.
According to GOST 9467-75, there are nine types of electrodes (E-09M, E-09MH, E-09x1M, E-05x2M1, E-09x1M1NFB, E-10x3M1BF, E-10x5MF) with basic and rutile coating, the specialization of which (according to chemical characteristics and mechanical properties of the deposited metal and weld metal) is to weld heat-resistant steels.
Also, welding of heat-resistant steels can be performed with electrodes that do not fall under GOST 9467-75 - provided that they are intended for welding with steels of other classes (for example, electrodes of the ANZHR-1 brand, the main purpose of which is to weld dissimilar steels).
When welding work with heat-resistant steels, as a rule, they are preheated, and after welding is completed, heat treatment is performed.
Welding non-ferrous metals - some details
When welding copper and its alloys, it is important to take into account the high activity of this metal in interaction with gases (most of all hydrogen and oxygen). The consequence of these reactions can be microcracks and pore formation in the weld metal, the occurrence of which can only be prevented by working with deoxidized copper. Before starting welding work, the electrodes must be thoroughly calcined, and the seam areas on the welded elements must be cleaned until a metallic sheen appears, with the complete removal of oxides, fats, contaminants, etc. The main difficulty in welding bronze parts is their high fragility and a decrease in strength characteristics when heated; when welding brass structures, zinc actively evaporates.

Aluminum and its alloys are highly oxidizable—the dense oxide film on the surface of the welded elements is highly refractory. The surface of the weld pool can also be covered with a film of aluminum oxide, which interferes with the welding process - interfering with the formation of the weld, contributing to the appearance of unwelded areas and non-metallic inclusions in the weld metal. Removal of the oxide film is required - the solution to this problem during manual welding will be the introduction of fluoride and chloride salts of alkali (alkaline earth) metals into the electrode coating, which, being in a molten state, will help remove the film and maintain a stable arc.
The toughness and strength of nickel, in particular its alloys, which (depending on the composition) have high levels of corrosion resistance, heat resistance and heat resistance, make it an attractive structural material. However, when welding structural elements made of this metal (its alloys), difficulties arise due to the increased sensitivity of nickel to impurities, especially to dissolved gases (hydrogen, oxygen and, to a greater extent, nitrogen), as well as to the appearance of hot cracks. It is possible to prevent pore formation and the appearance of cracks by using high-purity welding electrodes and welded elements made of nickel (its alloys), paying special attention to preliminary preparation for welding work.
Rustam Abdyuzhanov, specially for rmnt.ru