Сварной шов определение классификация. Классификация сварных швов и соединений
Результативность и качество работы зависит от наличия необходимого инструмента, материала и умений. На успех в любом деле, какого бы направления он ни был, существенно влияет также и знание теории. принято считать одними из наиболее распространенных.
Для этого вида деятельности нужен материал, оборудование, опыт работы, а также теоретические знания. Овладев необходимой информацией, человек получает представление о том, что такое шов, какая существует классификация сварных швов и как подобрать оптимальный вариант для сцепления различных металлических изделий.
Что собой представляет сварочный шов?
Во время сварочных работ в процессе задействованы три металлических участка: между собой при помощи третьего, которым выступает электрод, скрепляются два куска железа. В месте соединения друг с другом металлических деталей происходит термический процесс, образующий шов. Таким образом, шов - это часть полученная в результате воздействия плавленого и затвердевшего железа.

Соединять методом сварки можно любые металлы. Они имеют свои особенности структуры, в соответствии с которыми подбирается определенный тип крепления. Классификация производится в зависимости от типа сцепления, материала и других параметров. Для каждого соединения имеются свои инструкции и свой порядок выполнения.
Размеры
Существует классификация сварных швов по протяженности. В зависимости от размеров, бывают:
- Короткие. Размер не превышает 30 см. Такой шов появляется в результате сварки, выполняемой в одном направлении от самого начала до конца.
- Средние. Длина шва - от 30 см до 1 метра. Данные швы свариваются от середины к краям. Для них идеально подходит обратно-ступенчатый способ. Его суть заключается в том, что весь шов разделяется на несколько участков, которые поочередно обрабатываются сваркой. Каждый из этих отрезков имеет длину от 10 до 30 см.
- Длинные (свыше одного метра). Свариваются так же, как и средние швы, с той лишь разницей, что количество участков здесь будет больше.
Виды сварных соединений
Классификация сварных швов осуществляется также по типу крепления. Существует четыре вида соединений:
- стыковое;
- тавровое;
- внахлест;
- угловое.
Самый распространенный вид
Во время стыкового сцепления учитывается толщина изделия. Это позволяет сэкономить значительную часть материала.

Стыковое сцепление считается наиболее популярным. Это обусловлено тем, что данный процесс сварки - самый быстрый и экономный.
Для данного типа сцепления характерна Т-образная форма соединения металлических изделий. Как и в стыковом сцеплении, особое внимание уделяется толщине метала, в зависимости от которой швы бывают односторонние и двухсторонние.

Применяя данный вид сцепления, необходимо придерживаться следующих рекомендаций:
- Выполняя тавровую сварку при сцеплении двух изделий, имеющих различную толщину, необходимо сварочную горелку по отношению к изделию потолще держать под углом в 60 градусов.
- Сварочные работы можно облегчить, если расположить конструкцию «в лодочку». Такое положение обрабатываемого изделия исключит подрезы, пропущенные недоваренные участки, которые для данного вида сцепления считаются самыми распространенными дефектами.
- Если один проход сварочной горелки окажется малоэффективным, поскольку могут оставаться дефектные участки, их следует варить, осуществляя колебания сварочных электродов.
- В тавровом соединении можно ограничиться и односторонней сваркой. Для этого нужно использовать сварочную аппаратуру Oineo Tronic Pulse, которая позволяет осуществить RW-варку.
Сварка внахлест
Принцип данного вида соединения заключается в двухстороннем приваривании изделий, толщина которых не более 1 см. Эта сварка применяется в случаях, когда необходимо предотвратить попадание влаги в промежуток между стальными листами. В результате такой работы образуется два шва. Данный вид сварного соединения считается продолжительным и не является экономным, поскольку для работы требуется больше материалов.

Угловое сцепление
Данный тип сварки применяется для соединения металлических изделий в положении перпендикулярно друг к другу. В зависимости от толщины листов угловая сварка характеризуется наличием или отсутствием скошенных краев. При необходимости данный производится с внутренней части изделия.

Формы сварных швов
Классификация сварных швов по форме наружной поверхности определяет три типа:
- Плоские. Эффективны при динамической и знакопеременной нагрузке, поскольку у этих швов (как и у вогнутых) отсутствует концентрация напряжения, способная вызвать резкие перепады и разрушить сварочное сцепление.
- Вогнутые. Допустимой считается вогнутость шва, не превышающая 0,3 см. В противном случае вогнутость сварного шва считается чрезмерной и расценивается как дефект. Измеряется уровень вогнутости на участке, где имеется наибольший прогиб.
- Выпуклые швы. Возникают в результате скопления большого количества застывшего металла и считаются неэкономными. Но в то же время сварное соединение, дающее выпуклый шов, эффективнее при статической нагрузке, чем соединение с плоским или вогнутым сварным швом. Показатель выпуклости - это расстояние от поверхности основного метала до точки наибольшего выступа. Стандартными считаются выпуклости, не превышающие 0,2 см для нижней сварки и не более 0,3 см для сварки, выполненной в других положениях.
Классификация сварных швов по положению в пространстве
Согласно критерию размещения в пространстве имеется четыре типа швов, каждому из которых присущи свои особенности и рекомендации для сварки:
- Нижние швы. В техническом аспекте считаются самыми простыми. Сваривание нижних швов производится на ровной поверхности в позиции снизу. Данный процесс характеризуется высокой результативностью и качеством. Это обусловлено более комфортными условиями для сварщика. Расплавливаемый металл своим весом направлен в расположенную в горизонтальном положении сварную ванну. За варкой нижних швов легко уследить. Работа выполняется быстро.
- Горизонтальные швы. Свариваются немного труднее. Проблема заключается в том, что растапливаемый металл под воздействием своего веса затекает на нижние края. Это может повлечь за собой появление подрезов в области верхнего края.
- Вертикальные швы. Являются результатом соединений металлических изделий, размещенных в вертикальной плоскости.
- Потолочные швы. Данная сварка считается самой трудной и ответственной. Характеризуется минимальным комфортом. В процессе сварки утрудняется выделение шлаков и газов. С этим делом справится не каждый, необходим большой опыт, так как удержать в ходе работы падающий на лицо шлак непросто. При этом важно соблюдать качество и прочность соединения.
Как обозначаются сварные швы и соединения?
Классификация и обозначение сварных швов производится при помощи специальных значков, линий и выносок. Они размещаются на и на самой конструкции. Классификация сварных соединений и швов обозначается, согласно нормативному документу, при помощи специальных линий, которые могут быть сплошными или штриховыми. Непрерывными обозначаются видимые сварные швы, штриховыми - невидимые.
Условные обозначения шва ставятся на полке от выноски (в случае если шов расположен на лицевой части). Или, наоборот, под полкой, если шов размещен с обратной стороны. При помощи значков указывается классификация сварных швов, их прерывистость, размещение отрезков для сварки.
Рядом с основными значками располагаются дополнительные. Они содержат вспомогательную информацию:
- о снятии усиления сварного шва;
- об обработке поверхности для плавного перехода к основному металлу и предотвращения наплывов и неровностей;
- о линии, по которой производится шов (является ли она замкнутой).
Для идентичных конструкций и изделий одного ГОСТа предусмотрены стандартные условные обозначения и технические требования. Если же в конструкции имеются одинаковые швы, то им лучше дать порядковые номера и разбить на группы, которым также для удобства присваиваются номера. Вся информация о количестве групп и швов должна быть указана в нормативном документе.
Положение шва
Классификация сварных швов осуществляется на основе положения шва. Они бывают:
- Односторонние. Образуются в результате сварки листов, толщина которых не превышает 0,4 см.
- Двухсторонние. Возникают при двухстороннем сваривании металлических листов толщиной 0,8 см. Для каждого случая соединения рекомендуется оставлять 2-миллиметровые зазоры, обеспечивающие качество сцепления.
Возможные изъяны
Дефекты во время сварочных работ могут возникать по причине чрезмерно большой силы тока и напряжений на дуге. Также это может быть результатом неправильных манипуляций с электродами. Классификация дефектов сварных швов по месту их расположения:
- Внутренние. Для их выявления применяется методика, заключающаяся в контроле: не разрушающем конструкцию, разрушающем полностью или частично.
- Наружные. Они легко выявляются при внешнем осмотре.
По причине нарушения режима сварки, вызванного отсутствием необходимого опыта, недостаточной подготовительной работой, проведением неправильных замеров, дефекты делятся на:
- Непровар. Проявляется в локальном отсутствии сплавлений между соединяемыми элементами. Дефект приводит к увеличению концентрации напряжения и уменьшению сечения шва. Конструкция с таким изъяном характеризуется пониженной прочностью и надежностью. Причиной непровара могут быть как недостаточная сила тока, так и сварка в быстром режиме.
- Подрез. Дефект заключается в локальном уменьшении толщины основного металла. Данная проблема наблюдается возле границ сварных швов.
- Прожог. Изъян имеет вид полости в сварном шве. Она возникает по причине утечки расплавленного металла из ванны сварки. Прожог - это недопустимый дефект, его нужно срочно исправить.
- Незаваренный кратер или углубление. Возникает по причине обрывов дуги во время подхода к концу шва.
- Наплыв. Дефект проявляется в затекании металла сварного шва на основной металл без их сплавления.

Причины дефектов могут быть самыми разными, но они одинаково способны снизить прочность сцепления, эксплуатационную надежность, точность и испортить внешний вид изделия.
Термины и определения для сварных конструкций, узлов, соединений и швов установлены ГОСТ 2601-84.
Сварным соединением называют неразъемное соединение двух и более элементов (деталей), выполненное с помощью сварки. В сварное соединение входят сварной шов, прилегающая к нему зона основного металла со структурными и другими изменениями в результате термического действия сварки (зона термического влияния) и примыкающие к ней участки основного металла.
Сварной шов представляет собой участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации.
Сварной узел представляет собой часть сварной конструкции, в которой сварены примыкающие друг к другу элементы.
Сварной конструкцией называется металлическая конструкция, изготовленная из отдельных деталей или узлов с помощью сварки.
Металл деталей, подлежащих соединению сваркой, называют основным металлом.
Металл, подаваемый в зону дуги дополнительно к расплавленному основному металлу, называют присадочным металлом.
Переплавленный присадочный металл, введенный в сварочную ванну или наплавленный на основной металл, называют наплавленным металлом.
Сплав, образованный переплавленным основным или основным и наплавленным металлами, называют металлом шва.
Работоспособность сварного изделия определяется типом сварного соединения, формой и размерами сварных соединений и швов, их расположением относительно действующих сил, плавностью перехода от сварного шва к основному металлу и др.
При выборе типа сварного соединения учитывают условия эксплуатации (статические или динамические нагрузки), способ и условия изготовления сварной конструкции (ручная сварка, автоматическая в заводских или монтажных условиях), экономию основного металла, электродов и др.
Типы сварных соединений. По форме сопряжения соединяемых деталей (элементов) различают следующие типы сварных соединений: стыковые, угловые, тавровые, нахлесточные (рисунок 1).
Сварные швы подразделяют по форме поперечного сечения на стыковые (рисунок 2, а) и угловые (рисунок 2, б). Разновидностью этих типов являются швы пробочные (рисунок 2, в) и прорезные (рисунок 2, г), выполняемые в нахлесточных соединениях. По форме в продольном направлении различают швы непрерывные и прерывистые.
С помощью стыковых швов образуют в основном стыковые соединения (рисунок 1, а), с помощью угловых швов - тавровые, крестовые, угловые и нахлесточные соединения (рисунок 1, б-д), с помощью пробочных и прорезных швов могут быть образованы нахлесточные и иногда тавровые соединения.
Стыковые швы, как правило, выполняют непрерывными; отличительным признаком для них обычно служит форма разделки кромок соединяемых деталей в поперечном сечении. По этому признаку различают следующие основные типы стыковых швов: с отбортовкой кромок (рисунок 3, а); без разделки кромок - односторонние и двусторонние (рисунок 3, б); с разделкой одной кромки - односторонней, двусторонней; с прямолинейной или криволинейной формой разделки (рисунок 3, в); с односторонней разделкой двух кромок; с V-образной разделкой (рисунок 3, г); с двусторонней разделкой двух кромок; Х-образной разделкой (рисунок 3, д). Разделка может быть образована прямыми линиями (скос кромок) либо иметь криволинейную форму (U-образная разделка, рисунок 3, е).
а) стыковые; б, в) тавровые; г) угловые; д) нахлесточные
Рисунок 1 – Основные типы сварных соединений

а) стыковые; б) угловые; в) пробочные; г) прорезные
Рисунок 2 – Основные типы сварных швов
Стыковое соединение наиболее распространено в сварных конструкциях, поскольку имеет ряд преимуществ перед другими видами соединений. Его применяют в широком диапазоне толщины свариваемых деталей от десятых долей миллиметра до сотен миллиметров почти при всех способах сварки. При стыковом соединении на образование шва расходуется меньше присадочного материала, легко и удобно контролировать качество.

а) с отбортовкой кромок; б) без разделки кромок;
в,г, д, е) с разделками кромок
Рисунок 3 – Подготовка кромок стыковых швов
Угловые швы различают по форме подготовки свариваемых кромок в поперечном сечении и сплошности шва по длине.
По форме поперечного сечения угловые швы могут быть без разделки кромок, (рисунок 4, а), с односторонней разделкой кромки (рисунок 4, б), с двусторонней разделкой кромок (рисунок 4, в). По протяженности угловые швы могут быть непрерывными (рисунок 5, а) и прерывистыми (рисунок 5, б), с шахматным (рисунок 5, в) и цепным (рисунок 5, г) расположением отрезков шва. Тавровые, нахлесточные и угловые соединения могут быть выполнены отрезками швов небольшой протяженности - точечными швами (рисунок 5, д).
Пробочные швы по своей форме в плане (вид сверху) обычно имеют круглую форму и получаются в результате полного проплавления верхнего и частичного проплавления нижнего листов (рисунок 6, а) - их часто называют электрозаклепками, либо путем проплавления верхнего листа через предварительно проделанное в верхнем листе отверстие (рисунок 6, б).

а) без разделки кромок; б, в) с разделкой кромки
Рисунок 4 – Подготовка кромок угловых швов тавровых
соединений
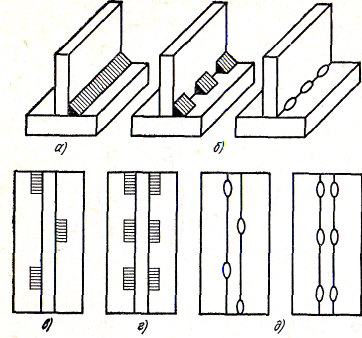
Рисунок 5 – Угловые швы тавровых соединений
Рисунок 6 – Форма поперечного сечения пробочных и
прорезных швов
Прорезные швы, обычно удлиненной формы, получаются путем приварки верхнего (накрывающего) листа к нижнему угловым швом по периметру прорези (рисунок 6, в). В отдельных случаях прорезь может заполняться и полностью.
Форму разделки кромок и
их сборку под сварку характеризуют
четыре основных конструктивных
элемента (рисунок 7): зазор b,
притупление с,
угол скоса кромки
 и угол разделки кромок
и угол разделки кромок ,
равныйили 2.
,
равныйили 2.
Существующие способы дуговой сварки без разделки кромок позволяют сваривать металл ограниченной толщины (при односторонней сварке ручной - до 4 мм, механизированной под флюсом - до 18 мм). Поэтому при сварке металла большой толщины необходимо разделывать кромки. Угол скоса кромки обеспечивает определенную величину угла разделки кромок, что необходимо для доступа дуги вглубь соединения и полного проплавления кромок на всю их толщину.
Стандартный угол разделки кромок в зависимости от способа сварки и типа соединения изменяется в пределах от 60 ± 5 до 20 ± 5 градусов. Тип разделки и величина угла разделки кромок определяют количество необходимого дополнительного металла для заполнения разделки, а значит, производительность сварки. Так, например, Х-образная разделка кромок по сравнению с V-образной позволяет уменьшить объем наплавленного металла в 1,6- 1,7 раза. Уменьшается время на обработку кромок. Правда, в этом случае возникает необходимость вести сварку с одной стороны шва в неудобном потолочном положении или кантовать свариваемые изделия.
Притупление с обычно составляет 2 ± 1 мм. Его назначение - обеспечить правильное формирование и предотвратить прожоги в вершине шва. Зазор b обычно равен 1,5-2 мм, так как при принятых углах разделки кромок наличие зазора необходимо для провара вершины шва, но в отдельных случаях при той или иной технологии зазор может быть равным нулю или достигать 8-10 мм и более.
Для всех типов швов важны полный провар кромок соединяемых элементов и внешняя форма шва как с лицевой стороны (усиление шва), так и с обратной стороны, т. е. форма обратного валика. В стыковых, особенно односторонних швах трудно проваривать кромки притупления на всю их толщину без специальных приемов, предупреждающих прожог и обеспечивающих хорошее формирование обратного валика.

Рисунок 7 – Конструктивные элементы разделки кромок и
сборки под сварку
Сварные швы классифицируют по ряду признаков. По внешнему виду швы делят на выпуклые, нормальные, вогнутые (рисунок 8). Как правило, все
швы выполняют с небольшим усилением (выпуклыми). Если требуются швы без усиления, это должно быть указано на чертеже. Ослабленными (вогнутыми) выполняют угловые швы, что также отмечается на чертеже. Такие швы требуются для улучшения работы сварных соединений, например при переменных нагрузках. Стыковые швы ослабленными не делают, вогнутость в этом случае является браком. Увеличение размеров сварных швов по сравнению с заданными приводит к увеличению массы свариваемой конструкции и перерасходу электродов. В результате возрастает себестоимость сварных конструкций, повышается трудоемкость сварочных работ.

а) выпуклые; б) нормальные; в) вогнутые
Рисунок 8 – Классификация швов по внешнему виду
Большое значение также имеет образование плавного перехода металла лицевого и обратного валиков к основному металлу, так как это обеспечивает высокую прочность соединения при динамических нагрузках. В угловых швах также бывает трудно проварить корень шва на всю его толщину, особенно при сварке наклонным электродом. Для этих швов рекомендуется вогнутая форма поперечного сечения шва с плавным переходом к основному металлу, что снижает концентрацию напряжений в месте перехода и повышает прочность соединения при динамических нагрузках.
По числу слоев и проходов различают однослойные, многослойные, однопроходные, многопроходные швы (рисунок 9, 10).
Слой сварного шва - часть металла сварного шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва. Валик - металл сварного шва, наплавленный или переплавленный за один проход.

Рисунок 9 - Классификация швов по выполнению: а - односторонние; б – двусторонние

Рисунок 10 - Классификация швов по числу слоев и проходов:
I-IV - число слоев; 1~8 - число проходов
При сварке каждый слой многослойного шва отжигается при наложении последующего слоя. В результате такого теплового воздействия на металл сварного шва улучшаются его структура и механические свойства. Толщина каждого слоя в многослойных швах примерно равна 5-6 мм.
По действующему усилию швы делят на продольные (фланговые), поперечные (лобовые), комбинированные, косые (рисунок 11). Лобовой шов расположен перпендикулярно к усилию Р, фланговый - параллельно, а косой - под углом.
По положению в пространстве различают нижние, горизонтальные, вертикальные и потолочные швы (рисунок 12). Отличаются они друг от друга углами, под которыми располагается поверхность свариваемой детали относительно горизонтали. Наиболее труден для исполнения потолочный шов, лучше всего шов формируется в нижнем положении. Потолочные, вертикальные и горизонтальные швы приходится обычно выполнять при изготовлении и, особенно при монтаже крупногабаритных конструкций.

а) - продольные (фланговые); б) - поперечные (лобовые);
в) - комбинированные; г) – косые
Рисунок 11- Классификация швов по действующему усилию

Рисунок 12 - Классификация сварных швов по их положению
в пространстве
Примеры обозначения сварных швов по их положению в пространстве даны на рисунке 13

Н - нижние; П - потолочные; Пп - полупотолочные; Г - горизонтальные;
Пв -полувертикальные; В - вертикальные; Л - в лодочку;
Пг – полугоризонтальные
Рисунок 13 - Обозначение сварных швов по их положению
1. Введение............................................................................................................................... 2
2. Основные типы сварных соединений............................................................................... 3
3. Классификация сварных швов........................................................................................... 7
4. Конструктивные элементы сварных соединений............................................................14
5. Заключение......................................................................................................................... 15
6. Охрана труда ……………………………………………………………………………... 19
7. Экологическая часть …………………………………………………………………….. 20
8. Литература ……………………………………………………………………………….. 21
Введение
Сварка – технологический процесс получения неразъемных соединений материалов посредством установления межатомных связей между свариваемыми частями при их местном или пластическом деформировании, или совместным действием того и другого. Сваркой соединяют однородные и разнородные металлы и их сплавы, металлы с некоторыми неметаллическими материалами (керамикой, графитом, стеклом и др.) , а также пластмассы.
Сварка – экономически выгодный, высокопроизводительный и в значительной степени механизированный технологический процесс, широко применяемый практически во всех отраслях машиностроения.
Физическая сущность процесса сварки заключается в образовании прочных связей между атомами и молекулами на соединяемых поверхностях заготовок. Для образования соединений необходимо выполнение следующих условий: освобождение свариваемых поверхностей от загрязнений, оксидов и адсорбированных на них инородных атомов; энергетическая активация поверхностных атомов, облегчающая их взаимодействие друг с другом; сближение свариваемых поверхностей на расcтояния, сопоставимые с межатомным расстоянием в свариваемых заготовках.
В зависимости от формы энергии, используемой для образования сварного соединения, все виды сварки разделяют на три класса: термический, термомеханический и механический.
К термическому классу относятся виды сварки, осуществляемые плавлением с использованием тепловой энергии (дуговая, плазменная, электрошлаковая, электронно–лучевая, лазерная, газовая и др.) .
К термомеханическому классу относятся виды сварки, осуществляемые с использованием тепловой энергии и давления (контактная, диффузионная и др.) .
К механическому классу относятся виды сварки, осуществляемые с использованием механической энергии и давления (ультразвуковая, взрывом, трением, холодная и др.) .
Свариваемость – свойство металла или сочетания металлов образовывать при установленной технологии сварки соединение, отвечающее требованиям, обусловленным конструкцией и эксплуатацией изделия.
Большинство металлических конструкций состоит из соединенных между собой отдельных элементов. Соединения могут быть подвижными и неподвижными, разъемными и неразъемными. Неразъемные соединения металлических элементов в современных условиях осуществляются при помощи сварки, пайки, клепки и склеивания. Наиболее совершенными видами соединений металлических элементов являются сварные и паяные. В этих случаях между соединяемыми элементами возникает металлическая форма связи. Сварка и пайка являются очень древними процессами. Однако только в конце XVIII столетия началось быстрое развитие сварки, связанное с интенсивным развитием промышленности. Следует отметить, что разработка и практическое применение основных современных методов сварки были осуществлены в те времена замечательными русскими инженерами и.
Сварочная металлургия отличается от других металлургических процессов высокими температурами термического цикла и малым временем существования сварочной ванны в жидком состоянии, т. е. в состоянии, доступном для металлургической обработки металла сварного шва. Кроме того, специфичны процессы кристаллизации сварочной ванны, начинающиеся от границы сплавления, и образования изменённого по своим свойствам металла зоны термического влияния.
Основные типы сварных соединений
Сварным называется неразъемное соединение нескольких деталей, полученное с помощью сварки. В зависимости от взаимного расположения свариваемых элементов в пространстве существует несколько видов сварных соединений.
Стыковое соединение в наибольшей степени соответствует специфике сварки и обеспечивает оптимальные условия передачи усилий от одного элемента к другому. Этот вид соединения могут образовывать элементы одинаковой (рис. 1,а) и разной толщины (рис. 1, б). Толщина металла не ограничена. Разновидностью является соединение с отбортовкой кромок (рис. 1,в), применяемое для металла толщиной до 3 мм. При газовой сварке металла толщиной до 2 мм стыковое соединение выполняют без разделки кромок и без зазора или с отбортовкой кромок без присадочного металла. При толщине металла 2-5 мм стыковые соединения осуществляют без разделки кромок с зазором, при толщине больше 5 мм - с разделкой кромок (при толщине 5-15 мм - V-образная разделка, более 15 мм - Х-образная разделка).
1. Стыковое соединение свариваемых элементов
а-одинаковой толщины; б - разной толщины; e -с отбортовкой кромок
Тавровое соединение. Угол между полкой и стенкой может быть прямым (рис. 2,а), острым или тупым. Тавровое соединение применяют при приварке ребер жесткости, трубопроводных муфт, косынок.
Нахлесточное соединение (рис. 2,6)-это пакет из двух элементов металла толщиной до 20 мм. Этот вид соединения не требует особой точности заготовок, для металла толщиной до 4 мм не требует он и обработки кромок. Однако у нахлесточного соединения создаются неблагоприятные условия для передачи усилий из-за изгибающего момента, возникающего в результате несоосности приложения нагрузки, низкий предел выносливости увеличенный расход металла и большая длина швов. При газовой сварке металла толщиной более 3 мм нахлесточные соединения применять нежелательно, так как из-за больших собственных напряжений возникают значительные деформации, которые при жестком закреплении могут привести к появлению трещин.
Угловое соединение. Угол между собираемыми элементами может быть прямым (рис. 2,в), острым или тупым. Иногда применяют соединение, показанное на рис. 2,г.

2. Соединение тавровое (а), нахлесточное (б), угловое (в), впритык (г)

3. Виды сварных швов по отношению к действующему усилию Р
а -фланговый; б -лобовой; в - комбинированный; г - косой

4. Классификация сварных швов по расположению их в пространстве
а - нижние; б - горизонтальные; в - вертикальные; г - потолочные

5. Классификация швов по форме
а - нормальные; б - усиленные; в- ослабленные
Сварным швом называется участок сварного соединения, образовавшийся в результате кристаллизации металла сварочной ванны. Шов, соединяющий детали в стыковом соединении, называют стыковым, в тавровом, угловом и нахлесточном - угловым. По характеру выполнения швы бывают одно - и двусторонние; по направлению действующих усилий - фланговые, лобовые, комбинированные и косые (рис. 3). В фланговом шве действующее усилие направлено параллельно оси шва, в лобовом - перпендикулярно, в косом - под углом.

6. Поперечное сечение сварного шва
В зависимости от расположения в пространстве швы бывают нижние, вертикальные, горизонтальные и потолочные (рис. 4). По протяженности различают непрерывные и прерывистые швы. Длина отдельного отрезка прерывистого шва 50-150 мм, а расстояние между ними составляет 1,5-2,5 длины шва. По внешней форме сварные швы бывают нормальные, усиленные и ослабленные (рис. 5). Однако не следует думать, что усиленные швы имеют большую прочность по сравнению с нормальными. У усиленных швов нельзя обеспечить плавный переход от наплавленного металла к основному, и в этих местах концентрируются напряжения, которые могут привести к разрушению сварного изделия.
К непровару приводит также отсутствие зазора, а отсутствие притупления может послужить причиной прожога. При газовой сварке за один проход сваривают металл толщиной до 5 мм. Дли металла больших толщин применяют специальную разделку кромок, а сварку ведут в несколько проходов.
Методы сварки
Существующие в настоящее время способы сварки можно подразделить на две основные группы (по состоянию соединяемых кромок в процессе сварки). К первой группе относятся способы, при которых металлы свариваются в твердом состоянии при совместной пластической деформации, часто одновременно с дополнительным нагревом (способы сварки давлением). Ко второй группе относятся способы, при которых металлы вместе соединения расплавляются (способы сварки плавлением).
При сварке методами первой группы металлы совместно сжимаются и деформируются. В зависимости от температуры металла в месте сварки эти методы подразделяются на три подгруппы. В первом случае сварка проводится без подогрева металлов (сварка глубокой деформацией, сварка сдвигом). Этими методами свариваются только высоко пластичные металлы. Во втором случае металлы подогревают в процессе сварки до температур, близких к температуре порога рекристаллизации (сварка ультразвуковыми колебаниями).
Наибольшее значение имеют методы третьей подгруппы. Металлы в этом случае нагреваются до температур, значительно превышающих температуру порога рекристаллизации. В качестве источников тепла используются горн (кузнечная сварка), электрический ток (контактная стыковая и шовно-стыковая сварка), газовое пламя (газопрессовая сварка) и др.
При сварке методами второй группы между соединяемыми деталями мощным источником тепла создается ванночка расплавленного металла. Она образуется преимущественно за счет оплавления кромок свариваемых деталей. После удаления источника тепла в ванночке затвердевает (кристаллизуется) и образуется сварное соединение. В качестве источника тепла используется электрическая дуга, электрический ток, поток электронов, газовое пламя и др.
Виды сварных соединений
Различают следующие виды сварных соединений: стыковые, внахлестку, угловые и тавровые (впритык).
Стыковыми называют соединения, в которых элементы соединяются торцами или кромками и один элемент является продолжением другого. Стыковые соединения наиболее рациональны, так как имеют наименьшую концентрацию напряжений при передаче усилий, отличаются экономичностью и удобны для контроля. Толщина свариваемых элементов в соединениях такого вида почти не ограничена. Стыковое соединение листового металла может быть сделано прямым или косым швом. Стыковые соединения профильного металла применяются реже, так как затруднена обработка их кромок под сварку.
Соединениями внахлестку называются такие, в которых поверхности свариваемых элементов частично находят друг на друга. Эти соединения широко применяют при сварке листовых конструкций из стали небольшой толщины (2-5 мм), в решетчатых и некоторых других видах конструкций. Разновидностью соединений внахлестку являются соединения с накладками, которые применяют для соединения элементов из профильного металла и для усиления стыков.
Иногда стыковое соединение профильного металла усиливают накладками, и тогда оно называется комбинированным.
Соединения внахлестку и с накладками отличаются простотой обработки элементов под сварку, но по расходу металла они менее экономичны, чем стыковые. Кроме того, эти соединения вызывают резкую концентрацию напряжений, из-за чего они нежелательны в конструкциях, подвергающихся действию переменных или динамических нагрузок и работающих при низкой температуре.
Угловыми называют соединения, в которых свариваемые элементы расположены под углом.
Тавровые соединения (соединения впритык) отличаются от угловых тем, что в них торец одного элемента приваривается к поверхности другого элемента. Угловые и тавровые соединения выполняются угловыми швами, широко применяются в конструкциях и отличаются простотой исполнения, высокой прочностью и экономичностью.
В ответственных конструкциях, в тавровых соединениях (например, в швах присоединения верхнего пояса подкрановой балки к стенке) желательно полное проплавление соединяемых элементов.
Классификация сварных швов
Сварные швы классифицируют по конструктивному признаку, назначению, положению, протяженности и внешней форме.
По конструктивному признаку швы разделяют на стыковые и угловые (валиковые). В табл. 5.2 показаны виды швов и необходимая форма разделки кромок соединяемых элементов различной толщины для обеспечения качественного соединения при автоматизированной и ручной сварке.
Стыковые швы наиболее рациональны, так как имеют наименьшую концентрацию напряжений, но они требуют дополнительной разделки кромок. При сварке элементов толщиной больше 8 мм для проплавления металла по всей толщине сечения необходимы зазоры и обработка кромок изделия. В соответствии с формой разделки кромок швы бывают V, U, X и К-образные. Для V - и U-образных швов, свариваемых с одной стороны, обязательна подварка корня шва с другой стороны для устранения возможных непроваров, являющихся источником концентрации напряжений.
Начало и конец шва имеют непровар и кратер, являются дефектными и их желательно выводить на технологические планки за пределы рабочего сечения шва, а затем отрезать.
При автоматической сварке принимаются меньшие размеры разделки кромок швов вследствие большего проплавления соединяемых элементов (табл. 5.2). Чтобы обеспечить полный провар шва, односторонняя автоматическая сварка часто выполняется на флюсовой подушке, на медной подкладке или на стальной остающейся подкладке..
При электрошлаковой сварке разделка кромок листов не требуется, но зазор в стыке принимают не менее 14 мм.
Угловые (валиковые) швы наваривают в угол, образованный" элементами, расположенными в разных плоскостях. Применяющаяся при этом разделка кромок изделия показана в табл. 5.2.
Угловые швы, расположенные параллельно действующему осевому усилию, называют фланговыми, а перпендикулярно усилию - лобовыми.
Швы могут быть рабочими или связующими (конструктивными), сплошными или прерывистыми (шпоночными). По положению в пространстве во время их выполнения они бывают нижними, вертикальными, горизонтальными и потолочными. Сварка нижних швов наиболее удобна, легко поддается механизации, дает лучшее качество шва, а потому при проектировании следует предусматривать возможность выполнения большинства швов в нижнем положении. Вертикальные, горизонтальные и потолочные швы в большинстве своем выполняются при монтаже. Они плохо поддаются механизации, выполнить их вручную трудно, качество шва получается хуже, а потому применение их в конструкциях следует по возможности ограничивать.
http://pandia.ru/text/79/352/images/image008_38.jpg" width="288" height="201 src=">
Сварным соединением как конструктивным элементом называют участок конструкции, в котором отдельные ее элементы соединены с помощью сварки. В сварное соединение входят сварной шов, прилегающая к нему зона основного металла со структурными и другими изменениями в результате термического действия сварки (зона термического влияния) и примыкающие к ней участки основного металла.
Сварной шов представляет собой закристаллизовавшийся металл, который в процессе сварки находился в расплавленном состоянии.
Разделение этих понятий необходимо потому, что сварной шов как связующая часть соединяемых элементов определяет геометрическую форму, сплошность, прочность и другие свойства металла непосредственно в месте сварки. Свойства сварного соединения определяются свойствами металла самого шва и зоны основного металла, прилегающего к шву, с измененной структурой и во многих случаях с измененными свойствами - зоны термического влияния. Необходимо учитывать и некоторую часть основного металла, прилегающую к зоне термического влияния и определяющую концентрацию напряжений в месте перехода от металла шва к основному металлу й пластических деформаций в зоне термического влияния, что отражается на характере и распределении усилий, действующих в сварном соединении.
По форме сопряжения свариваемых элементов можно выделить следующие основные типы сварных соединений: стыковые (рис. 1,а), тавровые (рис. 1, б и в), угловые (рис. 1, г), нахлесточные (рис. 1,д).
Сварные швы подразделяют по форме поперечного сечения на стыковые (рис. 2, а) и угловые (рис. 2, б). Разновидностью этих типов являются швы пробочные (рис. 2, в) и прорезные (рис. 2, г), выполняемые в нахлесточных соединениях. По форме в продольном направлении различают швы непрерывные и прерывистые.
С помощью стыковых швов образуют в основном стыковые соединения (рис. 1, а), с помощью угловых швов - тавровые, крестовые, угловые и нахлесточные соединения (рис. 1, б-д), с помощью пробочных и прорезных швов могут быть образованы нахлесточные и иногда тавровые соединения.
Стыковые швы, как правило, выполняют непрерывными; отличительным признаком для них обычно служит форма разделки кромок соединяемых деталей в поперечном сечении. По этому признаку различают следующие основные типы стыковых швов: с отбортовкой кромок (рис. 3, а); без разделки кромок - одно-сторонние и двусторонние (рис. 3, б); с разделкой одной кромки - односторонней, двусторонней; с прямолинейной или криволинейной формой разделки (рис. 3, е); с односторонней разделкой двух кромок; с V-образной разделкой (рис. 3, г); с двусторонней разделкой двух кромок; Х-образной разделкой (рис. 3, д). Разделка может быть образована прямыми линиями (скос кромок) либо иметь криволинейную форму (U-образная разделка, рис. 3, е).
Угловые швы различают по форме подготовки свариваемых кромок в поперечном сечении и сплошности шва по длине.
По форме поперечного сечения швы могут быть без разделки кромок (рис. 4, а), с односторонней разделкой кромки (рис. 4, б), с двусторонней разделкой кромок (рис. 4, в). По протяженности угловые швы могут быть непрерывными (рис. 5, а) и прерывистыми (рис. 5, б), с шахматным (рис. 5, в) и цепным (рис. 5, г) расположе-нием отрезков шва. Тавровые, нахлесточные и угловые соединения могут быть выполнены отрезками швов небольшой протяженности - точечными швами (рис. 5, д).
Пробочные швы по своей форме в плане (вид сверху) обычно имеют круглую форму и получаются в результате полного проплавления верхнего и частичного проплавления нижнего листов - их часто называют электрозаклепками, либо путем проплавления верхнего листа через предварительно проделанное в верхнем листе отверстие.
Прорезные швы, обычно удлиненной формы, получаются путем приварки верхнего (накрывающего) листа к нижнему угловым швом по периметру прорези. В отдельных случаях прорезь может заполняться и пол-ностью.
Форму разделки кромок и их сборку под сварку характеризуют четыре основных конструктивных элемента: зазор b, притупление с, угол скоса кромки beta и угол разделки кромок alfa, равный beta или 2 beta
Существующие способы дуговой сварки без разделки кромок позволяют сваривать металл ограниченной толщины при односторонней сварке ручной - до 4 мм, механизированной под флюсом - до 18 мм). Поэтому при сварке металла большой толщины необходимо разделывать кромки. Угол скоса кромки обеспечивает определенную величину угла разделки кромок, что необходимо для доступа дуги в глубь соединения и полного проплавления кромок на всю их толщину.
Стандартный угол разделки кромок в зависимости от способа варки и типа соединения изменяется в пределах от 60 ± 5 до20 ± 5 градусов. Тип разделки и величина угла разделки кромок определяют количество необходимого дополнительного металла для заполнения разделки, а значит, производительность сварки. Так, например, Х-образная разделка кромок по сравнению с V-образной позволяет уменьшить объем наплавленного металла в 1,6- 1,7 раза. Уменьшается время на обработку кромок. Правда, в этом случае возникает необходимость вести сварку с одной стороны 1ва в неудобном потолочном положении или кантовать свариваете изделия.
Притупление с обычно составляет 2 ± 1 мм. Его назначение - обеспечить правильное формирование и предотвратить прожоги в вершине шва. Зазор b обычно равен 1,5-2 мм, так как при принятых углах разделки кромок наличие зазора необходимо для провара вершины шва, но в отдельных случаях при той или иной технологии зазор может быть равным нулю или достигать 8-10 мм и более.
Для всех типов швов важны полный провар кромок соединяемых элементов и внешняя форма шва как с лицевой стороны (так называемое усиление шва), так и с обратной стороны, т. е. форма так называемого обратного валика. В стыковых, особенно односторонних швах трудно проваривать кромки притупления на всю их толщину без специальных приемов, предупреждающих прожог и обеспечивающих хорошее формирование обратного валика.
Важное значение также имеет образование плавного перехода металла лицевого и обратного валиков к основному металлу, так как это обеспечивает высокую прочность соединения при динамических нагрузках. В угловых швах также бывает трудно проварить корень шва на всю его толщину (см. рис. 1, б и в), особенно при сварке наклонным электродом. Для этих швов рекомендуется вогнутая форма поперечного сечения шва с плавным переходом к основному металлу, что снижает концентрацию напряжений в месте перехода и повышает прочность соединения при динамических нагрузках.
http://pandia.ru/text/79/352/images/image010_31.jpg" width="468" height="224 src=">
http://pandia.ru/text/79/352/images/image012_33.jpg" width="471" height="249 src=">
2.2. Классификация сварных швов по различным внешним признакам
Сварные швы конструкций из стали, цветных металлов и их сплавов различаются по ряду признаков.
По положению относительно действующего усилия Р швы могут быть лобовыми, косыми и фланговыми. Эти определения относятся к угловым швам нахлесточных соединений (2.7). Лобовой шов расположен перпендикулярно усилию, фланговый - параллельно, а косой - под углом.
Разделение сварных швов по основным положениям сварки плавлением установил ГОСТ 11969-79*. Согласно ГОСТу положение сварки определяется углом наклона а продольной оси шва и углом поворота р поперечной его оси относительно их нулевых положений. Если отдельные слои многослойного шва выполняются в разных положениях, обозначения относятся к каждому слою в отдельности. В табл. 2.1 показаны схемы различных положений и их обозначения. Стрелкой, направленной вверх, обозначена сварка на подъем, направленной вниз - сварка на спуск. По удобству и легкости выполнения самое лучшее положение - это Л и Н, затем положения усложняются в таком порядке: Пв, Пг, В, Г, Пп и П> последние два - самые трудные для выполнения, их следует избегать.
Сварные швы различаются по их протяженности и бывают непрерывными и прерывистыми. В основном все швы выполняют непрерывными, однако иногда применяют прерывистые швы, если не требуется их сплошности и при малых нагрузках. При сборке конструкций под сварку часто употребляют сборочные швы - прихватки, которые ставят с перерывами, для предварительного закрепления конструкций. В зависимости от веса собираемых элементов и их толщины назначают длину и сечение прихваток: чем больше вес и толщина, тем больше должно быть прихваток. По внешней форме и количеству наплавленного металла различают швы выпуклые и вогнутые (2,8). Как правило, все швы выполняют выпуклыми с небольшим усилением, номинальная величина которого 0,5 мм установлена ГОСТ 5264-80. Иногда требуется делать швы без выпуклости, что должно быть указано в чертежах. Вогнутыми выполняют угловые швы, что также указывается в чертежах и требуется для улучшения работы сварных соединений при переменны^ нагрузках или по другой причине. Стыковые швы рогнутыми не делают, вогнутость таких швов является браком. Стыковые и угловые швы могут быть однослойными при небольшой толщине свариваемых деталей ИЛИ многослойными (2.9) при большой толщине. Однослойные швы, как правило, бывают однопроходными, а многослойные - многопроходными* По характеру требований, предъявляемых к сварным швам, они могут быть прочными или плотными (непроницаемыми для газов или жидкости). Как правило, сварные соединения (особенно стыковые) должны быть равСварные швы по внешнему виду подразделяются на
нормальные (плоские);
выпуклые (усиленные);
вогнутые (ослабленные).
Дефекты сварных соединений
Надежность эксплуатации сварных соединений зависит от их соответствия нормативной документации, которая регламентирует конструктивные размеры и форму готовых сварных швов, прочность, пластичность, коррозионную стойкость и свойства сварных соединений. Все встречающиеся типы дефектов сварных соединений можно подразделить на четыре группы: по расположению, форме, размерам и количеству. По расположению различают дефекты наружные, внутренние и сквозные. По форме компактные и протяженные, плоские и объемные, острые (с надрезом) и округлые (без надреза). По размерам – мелкие, средние и крупные. По количеству – единичные и групповые (цепочки, скопления). К наружным дефектам относятся нарушения формы, размеров и внешнего вида швов: неравномерная ширина шва по его длине, неравномерная высота шва, неравномерные катеты угловых швов, подрезы, наплывы, прожоги, не заваренные кратеры, свищи. Образование внутренних дефектов при сварке связано с металлургическими, термическими и гидродинамическими явлениями, происходящими при формировании сварного шва. К внутренним дефектам относятся трещины (горячие и холодные), непровары, поры, шлаковые вольфрамовые и окисные включения.
Непровар – это участок сварного соединения, где отсутствует сплавление между свариваемыми деталями, например, в корне шва, между основным и наплавленным металлом (по кромке) или между смежными слоями наплавленного металла. Непровары уменьшают рабочее сечение сварного шва, что может привести к снижению работоспособности сварного соединения. Являясь концентраторами напряжений, непровары могут вызвать появление трещин, уменьшить коррозионную стойкость сварного соединения, привести к коррозионному растрескиванию. Непровар является очень опасным дефектом сварки.
Пористость – газовые пузырьки в металле. Обычно они имеют сферическую или близкую к ней форму. В сварных швах углеродистых сталей поры зачастую имеют трубчатую форму. Первоначально, возникнув в жидком металле шва за счет интенсивного газообразования, не все пузырьки газа успевают подняться на поверхность и выйти в атмосферу. Часть из них остается в металле шва. Размеры таких пор колеблются от микроскопических, до 2…3 мм в диаметре, и за счет диффузии газов могут расти. Кроме одиночных пор, вызванных действием случайных факторов, в сварных швах могут появляться поры, равномерно распределенному по всему сечению шва, расположенные в виде цепочек или отдельных скоплений.
Трещины – дефекты сварных швов, представляющие собой макроскопические и макроскопические межкристаллические разрушения, образующие полости с очень малым начальным раскрытием. Под действием остаточных и рабочих напряжений трещины могут распространяться с высокими скоростями. Поэтому вызванные ими хрупкие разрушения происходят почти мгновенно и очень опасны.
Шлаковые включения – это полости в металле сварного шва, заполненные шлаками, не успевающими всплыть на поверхность шва. Шлаковые включения образуются при больших скоростях сварки, при сильном загрязнении кромок и при многослойной сварке в случаях плохой очистки от шлака поверхности швов между слоями. Форма шлаковых включений может быть самой разнообразной, вследствие чего они являются более опасными дефектами, чем округлые поры.
Подрез – дефекты сварного соединения, представляющие собой местные уменьшения толщины основного металла в виде канавок, располагающихся вдоль границ сварного шва. Подрезы относятся к наиболее часто встречающимся наружным дефектам, образующимися, как правило, при сварке угловых швов с излишне высоким напряжением дуги и в случае неточного ведения электрода. Одна из кромок проплавляется более глубоко, металл стекает на горизонтально расположенную деталь и его не хватает для заполнения канавки. В стыковых швах подрезы образуются реже. Обычно при повышенном напряжении дуги и большой скорости сварки образуются двусторонние подрезы. Такие же подрезы образуются и в случае увеличения угла разделки при автоматической сварке.
Допустимые и недопустимые дефекты
При сварке плавлением дефекты обычно исправляются подваркой дефектного места. Перед подваркой дефектное место должно быть разделано так, чтобы можно было удобно производить сварку. Одно и то же место исправлять сваркой более двух раз обычно не разрешается во избежание получения перегрева или пережога металла.
При точечной сварке исправление дефектов производится постановкой новой точки. В некоторых случаях, например, в случае прожога в дефектном месте ставят заклепки.
Характер и количество дефектов, допускаемых без исправления, должны указываться в технических условиях на сварку или узел.
Контроль
В зависимости от характера воздействия на материал образца или изделия все разнообразные методы контроля качества сварных соединений могут быть разделены на две основные группы: методы контроля без разрушения образцов или изделий – неразрушающий контроль и методы контроля с разрушением образцов или производственных стыков – разрушающий контроль. Группа методов контроля, объединенная общими физическими характеристиками, составляет вид контроля. Все виды неразрушающего контроля классифицируются по следующим пяти основным признакам: по характеру физических полей или излучений, взаимодействующих с контролируемым объектом; по характеру взаимодействия физических полей или веществ с контролируемым объектом; по первичным информативным параметрам, рассматриваемых методов контроля; по способам индикации первичной информации; по способам представления окончательной информации. Все методы неразрушающего контроля подразделяются согласно стандарту на следующие десять типов: акустический, капиллярный, магнитный, оптический, радиационный, радиоволновый, тепловой, течеисканием, электрический, электромагнитный (вихревых токов). Наиболее широкое применение на практике нашли методы пяти из них – акустического, капиллярного, магнитного, радиационного и течеисканием.
К неразрушающим видам контроля следует отнести и контроль внешним осмотром и обмером, который имеет существенное значение для получения качественных сварных конструкций.
Конструктивные элементы сварных соединений
Форму разделки кромок и их сборку под сварку характеризуют три основные конструктивные элемента: зазор - в, притупление кромок - с, и угол скоса кромки - р.
Тип и угол разделки кромок определяют количество необходимого электродного металла для заполнения разделки, а значит, и производительность сварки. X- образная разделка кромок, по сравнению с V- образной, позволяет уменьшить объем наплавленного металла в 1,6 - 1,7
раза. Кроме того, такая разделка обеспечивает меньшую величину деформаций после сварки. При X- образной и V - образной разделке кромки притупляют для правильного формирования шва и предотвращения образования прожогов. Зазор при сборке под сварку определяется толщиной свариваемых металлов, маркой материала, способом сварки, формой подготовки кромок и др. Например, минимальную величину зазора назначают при сварке без присадочного металла небольших толщин (до 2 мм) или при дуговой сварке неплавящимся электродом алюминиевых сплавов. При сварке плавящимся электродом зазор обычно составляет О - 5 мм, увеличение зазора способствует более глубокому проплавлению металла.
Шов сварного соединения характеризуется основными конструктивными элементами в соответствии с ГОСТ 2601-84:
ширина - е, выпуклость - q, h - глубина проплавления (для стыкового шва) и к- катет для углового шва; s - толщина детали.
http://pandia.ru/text/79/352/images/image014_19.jpg" width="193 height=179" height="179">
http://pandia.ru/text/79/352/images/image016_10.jpg" width="187 height=92" height="92">
http://pandia.ru/text/79/352/images/image018_8.jpg" width="236" height="142 src=">
Заключение
Качество сварных соединений зависит от качества исходных основных и сварочных материалов, качество сборки под сварку, соблюдения технологий сварки и других факторов. Возникновение дефектов в значительной степени связано не только с техническими, но и с организационными причинами. Отсюда следует, что специалисты-технологи сварочного производства должны знать не только дефекты сварных соединений, присущие различным способам сварки, методы и оборудование для их выявления, но и владеть вопросами организации управления качеством сварки. Ленингр. 1986г. В своей работе я отразил сущность лишь основных и наиболее общих процессов, происходящих в металле при сварке, хотя постарался изложить их как можно подробней и интересней.
Основные вопросы сварки.
Сварка сопровождается комплексом одновременно протекающих процессов, основными из которых являются: тепловое воздействие на металл в зоне термического влияния, термодеформационные плавления, металлургической обработки и кристаллизации металла в объёме сварочной ванны.
Физическая свариваемость характеризует принципиальную возможность получения монолитных сварных соединений и главным образом относится к разнородным металлам.
В процессе сварки имеет место непрерывное охлаждение. Характер структурных превращений при изотермической выдержке. При непрерывном охлаждении, значение инкубационного периода в 1.5 раза больше, чем при изотермическом. С увеличением скорости охлаждения получаемая структура в зоне изотермического влияния измельчается, твёрдость её повышается. Если скорость охлаждения превышает критическую скорость, образование структур закалки неизбежно.
Закалённые структуры в аппаратостроении являются крайне нежелательными: отличаются высокой твёрдостью, хрупкостью, плохо обрабатываются, склонны к образованию трещин.
Если скорость охлаждения ниже критической скорости, образование закалочных структур исключается. В зоне термического влияния наиболее желательными являются пластичные, хорошо обрабатываемые структуры типа перлита или сорбита. Поэтому получение качественных соединений непременно связано с достижением желаемых структур в основном регулированием скорости охлаждения.
Подогрев способствует перлитному превращению и является действенным средством исключения закалочных структур. Поэтому он служит в качестве предварительной термической обработки сварных соединений (нагрев до сварки и в процессе её). Меняя скорость охлаждения, можно получить желаемую твёрдость в зоне термического влияния.
В некоторых случаях появляется необходимость увеличения скорости охлаждения. Путём ускоренного охлаждения удаётся измельчить зерно, повысить прочностные свойства и ударную вязкость в зоне термического влияния. С этой целью находит применение метод сопутствующего охлаждения. Сварное соединение в процессе сварки с обратной стороны дуги охлаждается водой или воздушной смесью, что способствует получению крутой ветви скорости охлаждения.
При этом часто используют переносные источники питания. В зависимости от свариваемых материалов и применяемых электродов для ручной дуговой сварки применяют источники переменного или постоянного тока с крутопадающей характеристикой.
К вспомогательным инструментам для ручной сварки относятся: стальные проволочные щётки для зачистки кромок перед сваркой и для удаления с поверхности швов остатков шлака; молоток - шлакоотделитель для удаления шлаковой корки; особенно с угловых и корневых швов в глубокой разделке; зубило; набор шаблонов для проверки размеров швов; стальное клеймо для клеймения швов; метр; стальная линейка; отвес; угольник; чертилка; мел; а также ящик для хранения и переноски инструмента.
Технология ручной дуговой сварки.
Выбор режима.
Под режимом сварки понимают совокупность контролируемых параметров, определяющих условия сварки. Параметры режима сварки подразделяют на основные и дополнительные. К основным параметрам режима ручной сварки относят диаметр электрода, величину, род и полярность тока, напряжение на дуге, скорость сварки. К дополнительным относят величину вылета электрода, состав и толщину покрытий электрода, положение электрода и положение изделия при сварке.
Диаметр электрода выбирают в зависимости от толщины металла, катета шва, положения шва в пространстве.
Примерное соотношение между толщиной металла (и диаметром электрода dэ при сварке в нижнем положении шва составляет:
(, мм......24 30-60 dэ, мм....6-8
Сила тока в основном зависит от диаметра электрода, но также от длины его рабочей части, состава покрытия, положения сварки. Чем больше ток, тем больше производительность, т. е. большее количество наплавленного металла:(=(н(св(, где (- количество наплавленного металла, г; (н - коэффициент наплавки, г/(А(ч); (св - сварочный ток, А; (-время, ч.
Однако при чрезмерном токе для данного диаметра электрода электрод быстро перегревается выше допустимого предела. Что приводит к снижению качества шва и повышенному разбрызгиванию. При недостаточном токе дуга неустойчива, часто обрывается, в шве могут быть непровары. Величину тока можно определить по следующим формулам: при сварке конструкционных сталей для электродов диаметром 3-6 мм (д=(20+6(э)(э; для электродов диаметром менее 3 мм (д=30dэ, где dэ диаметр электрода, мм. Сварку швов в вертикальном и потолочном положениях выполняют, как правило, электродами диаметром не более 4 мм. При этом сила тока должна быть на ниже, чем для сварки в нижнем положении. Напряжение дуги изменяется в сравнительно узких пределах-16-30 В.
Техника сварки.
Дуга может возбуждаться двумя приёмами: касанием впритык и отводом перпендикулярно вверх или «чирканьем» электродом как спичкой. Второй способ удобнее. Но неприемлем в узких и неудобных местах.
В процессе сварки необходимо поддерживать определённую длину дуги, которая зависит от марки и диаметра электрода. Ориентировочно нормальная длина дуги должна быть в пределах (д=(0,5-1,1)(э, где (д - длина дуги, мм;
(э - диаметр электрода, мм.
Длина дуги оказывает существенное влияние на качество сварного шва и его геометрическую форму. Длинная дуга способствует более интенсивному окислению и азотированию расплавляемого металла, увеличивает разбрызгивание, а при сварке электродами основного типа приводит к пористости металла.
В процессе сварки электроду сообщается движение в трёх направлениях.
Первое движение - поступательное, по направлению оси электрода. Этим движением поддерживается постоянная (в известных пределах) длина дуги в зависимости от скорости плавления электрода.
Второе движение-перемещение электрода вдоль оси валика образования шва.
Скорость этого движения устанавливается в зависимости от тока, диаметра электрода, скорости его плавления, вида шва и других факторов. При отсутствии поперечных движений электрода получается так называемый ниточный валик, на 2-3 мм больший диаметра электрода, или узкий шов.
Третье движение - перемещение электрода поперёк шва для получения шва шире, чем ниточный валик, так называемого уширенного валика.
Траектория движения конца электрода при ручной дуговой сварке. определяются формой разделки, размерами и положением шва, свойствами свариваемого материала, навыком сварщика. Для широких швов, получаемых с поперечными колебаниями, ((((((((((э.
Для повышения работоспособности сварных конструкций, уменьшения внутренних напряжений и деформаций большое значение имеет порядок заполнения швов.
Под порядком заполнения швов понимается как порядок заполнения разделки шва по поперечному сечению, так и последовательность сварки по длине шва.
По протяжённости все швы условно можно разделить на три группы: короткие
До 300 мм, средние, длинные - свыше 1000 мм.
В зависимости от протяженности шва, материала, требований к точности и качеству сварных соединений сварка таких швов может выполняться различно рис 6:
Короткие швы выполняют на проход - от начала шва до его конца. Швы средней длины варят от середины к концам или обратно ступенчатым методом.
Швы большой длины выполняют двумя способами: от середины к краям
(обратноступенчатым способом) и вразброс.
При обратноступенчатом методе весь шов разбивается на небольшие участки длиной по150-200 мм, на каждом участке сварку ведут в направлении, обратном общему направлению сварки. Длина участков обычно равна от 100 до 350 мм. В зависимости от количества проходов (слоёв), необходимых для выполнения проектного сечения шва, различают однопроходный (однослойный) и многопроходный (многослойный) швы.
С точки зрения производительности наиболее целесообразными являются однопроходные швы, которые обычно применяются при сварке металла небольших толщин (до 8-10 мм.) с предварительной разделкой кромок.
Сварку соединений ответственных конструкций большой толщины (свыше 20-25 мм.), когда появляются объёмные напряжения и возрастает опасность образования трещин, выполняют с применением специальных приёмов заполнения швов «горкой» или «каскадным» методом.
При сварке «горкой» сначала в разделку кромок наплавляют первый слой небольшой длины 200-300 мм, затем второй слой, перекрывающий первый и имеющий в 2 раза большую длину. Третий слой перекрывает второй и длиннее его на 200-300 мм. Так наплавляют слои до тех пор, пока на небольшом участке над первым слоем разделка не будет заполнена. Затем от этой «горки» сварку ведут в разные стороны короткими швами тем же способом. Таким образом, зона сварки всё время находится в горячем состоянии, что позволяет предупредить появление трещин. «Каскадный» метод является разновидностью горки.
Соединения под сварку собирают в приспособлениях, чаще всего с прихватками. Сечение прихваточного шва составляет примерно 1/3 от сечения основного шва, длина его 30-50 мм. Угловые швы сваривают «в угол» или «в лодочку»
Положение электрода и изделия при выполнении угловых швов: а) – сварка в симметричную «лодочку», б) – в несимметричную «лодочку», в) – «в угол» наклонным электродом, г) - с оплавлением кромок.
При сварке «в угол» проще сборка, допускается большой зазор между свариваемыми деталями (до 3 мм), но сложнее техника сварки, возможны дефекты типа подрезов и наплывов, меньше производительность, так как приходится за один проход сваривать швы небольшого сечения (катет (8 мм) и применять многослойную сварку. Сварка «в лодочку более производительна, допускает большие катеты шва за один проход, но требует более тщательной сборки.
Обеспечение нормативных требований по технологии и технике сварки - основное условие получения качественных сварных швов. Отклонения размеров и формы сварного шва от проектных, чаще всего наблюдаются в угловых швах и связаны с нарушением режимов сварки, неправильной подготовкой кромок под сварку, неравномерной скоростью сварки, а также с несвоевременным контрольным обмером шва.
Противопожарная безопасность
Причинами пожара при сварочных работах могут быть искры и капли расплавленного металла и шлака, неосторожное обращение с пламенем горелки при наличии горючих материалов вблизи рабочего места сварщика.
Опасность пожара особенно следует учитывать на строительно–монтажных площадках и при ремонтных работах в неприспособленных для сварки помещениях.
Для предупреждения пожаров необходимо соблюдать следующие противопожарные меры:
· не допускается хранить вблизи от места сварки огнеопасные и легковоспламеняющиеся материалы, а также производить сварочные работы в помещениях, загрязненных промасленной ветошью, бумагой, отходами дерева и т. п.;
· запрещается пользоваться одеждой и рукавицами со следами масел, жиров, бензина, керосина и других горючих жидкостей;
· не допускается выполнять сварку и резку свежевыкрашенных масляными красками конструкций до полного их высыхания;
· запрещается выполнять сварку аппаратов, находящихся под электрическим напряжением, и сосудов, находящихся под давлением;
· не допускается проводить без специальной подготовки сварку и резку емкостей из-под жидкого топлива;
· при выполнении в помещениях временных сварочных работ деревянные полы, настилы и помосты должны быть защищены листами асбеста или железа;
· нужно постоянно следить за наличием и исправным состоянием противопожарных средств – огнетушителей , ящиков с песком, лопат, ведер, пожарных рукавов и т. п., а также содержать в исправности пожарную сигнализацию;
· после окончания сварочных работ необходимо выключить сварочный аппарат, а также убедиться в отсутствии горящих или тлеющих предметов. Средствами пожаротушения являются вода, пена, газы, пар, порошковые составы и др.
Для подачи воды в установки пожаротушения используют специальные водопроводы . Пена представляет собой концентрированную эмульсию диоксида углерода в водном растворе минеральных солей, содержащих пенообразующее вещество. При тушении пожара газами и паром используют диоксид углерода, азот, дымовые газы и др.
При тушении керосина, бензина нефти, горящих электрических проводов запрещается применять воду и пенные огнетушители. В этих случаях следует пользоваться песком, углекислотными или сухими огнетушителями.
Охрана окружающей среды.
Мероприятия по охране и рациональному использованию земли и ее недр, водных ресурсов, растительного и животного мира, по сохранению в чистоте воздуха и воды, обеспечению воспроизводства природных богатств и улучшению окружающей человека среды в годовых планах предприятий группируются по разделам: охрана и использование водных ресурсов, охрана воздушного бассейна, охрана и рациональное использование земель, охрана т использование минеральных ресурсов.
В сварочном производстве на многих предприятиях применяют систему оборотного водоснабжения , воду, используемую для охлаждения сварочного оборудования , многократно используют после ее естественного охлаждения.
Охрана воздушного бассейна предусматривает мероприятия по обезвреживанию вредных для человека и окружающей среды веществ, выбрасывающих с отходящими газами: сооружение очистительных установок в виде мокрых и сухих пылеуловителей для химической и электрической очистки газов, а также для улавливания ценных веществ, утилизации отходов и др. Например, из отходящих продуктов сгорания производят сжиженный углекислый газ для сварочных и других целей.
Деятельность предприятия не должна нарушать нормальных условий работы других предприятий и организаций, ухудшать бытовые условия населения. С этой целью в годовых планах предусматриваются также меры борьбы с производственными шумами, вибрациями, воздействиями электрических и магнитных полей. Шум, создаваемый сварочным оборудованием, должен быть минимальным.
Источники питания сварочной дуги. А также ряд электрических устройств, применяемых в сварочных автоматах и полуавтоматах. Создают помехи радио - и телеприему. С целью устранения этого явления во всех типах сварочного оборудования, создающего такие помехи, устанавливают помехозащитные устройства.
Список использованной литературы
1. “Технология аппаратостроения”, Уфа 1995 год.
2. “Сварка в машиностроении” т. 1 под редакцией.
3. “ Теория сварочных процессов” под редакцией.
4. “Технология металлов и конструкционные материалы”,
Ленингр. 1986г.
5. “Технология аппаратостроения”, Уфа 1995 год.
6. “Сварка в машиностроении” т. 1 под редакцией.
7. “ Теория сварочных процессов” под редакцией.
8. “Технология металлов и конструкционные материалы”,
Введение
Классификация основных типов сварных швов
Угловые или стыковые сварные швы по положению в пространстве подразделяются (согласно ГОСТ 11969–79) на:
Н, Л – нижнее и в лодочку, соответственно;
Пг – полугоризонтальные;
Г – горизонтальные;
Пв – полувертикальные;
В – вертикальные;
Пп – полупотолочные;
П – потолочные.
По протяженности (рис. 42) различают:
швы сплошные;
швы прерывистые (в шахматном порядке, цепные швы).
По отношению к направлению действующих усилий (рис 42б) различают:
швы продольные;
швы поперечные;
комбинированные швы;
косые швы.
По форме наружной поверхности (рис. 43) стыковые швы могут быть выполнены:
нормальными (плоскими);
выпуклыми или вогнутыми.
Выпуклые швы лучше работают при статических нагрузках, а плоские (нормальные) и вогнутые лучше работают при знакопеременных и динамических нагрузках, т. к. нет резкого перехода от основного металла к сварному шву.
По условиям работы сварного узла при эксплуатации изделия сварные швы подразделяют на рабочие , непосредственно несущие нагрузку, и на соединительные (связующие) швы. Связующие швы иногда называют нерабочими швами. Они служат для скрепления частей или деталей. Например, «прихватки» – связующие короткие швы для скрепления деталей перед сваркой.
На чертежах сварные швы в соответствии с ГОСТом 2.312–84 обозначают основными линиями с видимой стороны и штриховыми – с невидимой стороны. К ним подходит односторонняя стрелка с полкой, над которой пишут условное обозначение шва:
1 – место специального знака:
– шов замкнутый, контурный;
– шов монтажный;
– шов контурный, незамкнутый и т. п.;
2 – место стандарта (ГОСТа) – см. табл. 4;
3 – буквенно-цифровое обозначение сварного шва – см. табл. 4;
4 – условное обозначение способа сварки:
А – автоматическая сварка;
П – механизированная сварка;
У – сварка в углекислом газе;
И – сварка в инертном газе; сварка дуговая и ручная не обозначаются;
5 – условный знак профиля шва и его катет (для угловых швов);
6 – длина и расположение участков прерывистых швов.
Рис. 42.
Классификация сварных швов:
по протяженности (а):
1 – сплошной; 2 – цепной; 3 – шахматный;
по направлению действующих усилий (б):
1 – продольный; 2 – поперечный; 3 – комбинированный

Рис. 43.
Классификация сварных швов по форме наружной поверхности:
1 – нормальный шов; 2 – выпуклый шов; 3 – вогнутый шов

Рис. 44. Обозначение позиций сварного шва по ГОСТу 2.312–84.
Пример обозначения сварного таврового соединения Т4, выполненного углекислотным полуавтоматом, для монтажных целей, с незамкнутым контуром и длиной катета шва 4 мм, длина провара 50 мм, шаг сварки 150 мм, изображен на рис. 45.

Рис. 45. Пример обозначения сварочного шва по ГОСТу 2.312–84
Из книги Полная энциклопедия молодой хозяйки автораРемонт распоровшихся швов Если у вас распоролся боковой шов на пальто, пиджаке или жакете, то распорите боковой шов подкладки и сшейте шов вещи. Если длина распустившего шва не больше 3 см, то это делается вручную, строчными стежками. Если же распорото больше, сметайте,
Из книги Полная энциклопедия молодой хозяйки автора Поливалина Любовь АлександровнаЗаделка межплиточных швов После выполнения операции по зачистке швов, т. е. после того как они очищены от заполнявшего их мусора, можно приступать к их заделке. Для этого вам потребуется цементный раствор и соответствующие инструменты.Необходимые инструменты:1) мастерок
Из книги Переносный зенитный ракетный комплекс «Стрела-2» автора Министерство обороны СССР Из книги Большая книга узлов. Рыбацкие, охотничьи, морские, туристские, альпинистские, бытовые автора Демус Валерий Анатольевич Из книги Классная энциклопедия для девочек [Отличные советы как быть лучшей во всем!] автора Вечерина Елена ЮрьевнаВиды швов Петельный шов (рис. 26). Таким швом, как правило, обметывают петли или края салфеток – фестоны. Рисунок 26. Петельный шовСтежки располагаются перпендикулярно краю ткани. Шить надо слева направо, сначала провести иголку с ниткой с изнанки на лицевую сторону, все
Из книги Конституционное право России. Шпаргалки автора Петренко Андрей Витальевич автора Лернер Георгий Исаакович4.6. Царство Животные. Главные признаки подцарств одноклеточных и многоклеточных животных. Одноклеточные и беспозвоночные животные, их классификация, особенности строения и жизнедеятельности, роль в природе и жизни человека. Характеристика основных типов
Из книги Биология [Полный справочник для подготовки к ЕГЭ] автора Лернер Георгий Исаакович4.7. Хордовые животные, их классификация, особенности строения и жизнедеятельности, роль в природе и жизни человека. Характеристика основных классов хордовых. Поведение животных 4.7.1. Общая характеристика типа Хордовых Основные термины и понятия, проверяемые в
Из книги Большая энциклопедия техники автора Коллектив авторовНарезчик швов Нарезчик швов – машина на колесном ходу для нарезки швов в бетонном покрытии при ремонте. Основное рабочее устройство – вибрационные режущие приспособления – ножи для нарезки швов в свежеуложенном бетоне, и абразивные диски для нарезки швов в
Из книги Сварка автораКлассификация основных типов сварных соединений Сварка – это процесс получения монолитного неразъемного соединения материалов за счет необратимых термодинамических процессов превращения энергии и вещества в зоне соединения.Сварным соединением называется
Из книги Сварка автора Банников Евгений АнатольевичГлава 19 Техника безопасности при проведении сварных
Из книги Новейшая энциклопедия правильного ремонта автора Нестерова Дарья Владимировна автора Казаков Юрий НиколаевичИспытания стыковых сварных соединений Механические испытания стыкового сварного соединения пробного образца для стальных конструкций следует проводить по ГОСТ 6996-66, стыкового сварного соединения арматуры железобетонных конструкций – по ГОСТ 10922-75. Оптимальные
Из книги Универсальный справочник прораба. Современная стройка в России от А до Я автора Казаков Юрий НиколаевичПриложение 3. Оформление обложек и страниц журнала антикоррозионной защиты сварных соединений Журнал антикоррозионной защиты сварных
Из книги Ответы на экзаменационные билеты по эконометрике автора Яковлева Ангелина Витальевна8. Классификация видов эконометрических переменных и типов данных. Проблемы, связанные с данными В эконометрических моделях в основном используются данные трёх типов:1) пространственные данные (cross-sectional data);2) временные ряды (time-series data);3) панельные данные (panel
Из книги Энциклопедия домоводства автора Поливалина Любовь Александровна