How to weld thin metal. Which electrodes weld which metals or a short guide for beginner welders
Welding thin metal with an electrode turns out to be a difficult process, since the main problem here is the likelihood of making a hole in the part when, due to the high current strength, the metal simply burns out. Therefore, all processes must be carried out extremely accurately, efficiently and accurately. Do not forget about the speed of the work, as too long a bath in one place can lead to a wide loss.
Welding thin metal with arc welding uses a minimum of additional devices, so in the end everything turns out quite cheaply, but at the same time reliability can be inferior to other methods. In this process, GOST 2246-70 must be taken into account. During the process, deformation of the workpiece can occur, as temperature changes have a great effect on sheets that are easily deformed.

Others are also exposed to such negative factors, but this one is the least protected. Here it is necessary to use thin electrodes, which will have an appropriate winding and material that meets the requirements of the welding technology of a particular metal. There are both disadvantages and advantages of working with thin material.
disadvantages
As disadvantages, one can distinguish such properties as:
- The need to use additional fasteners so that the parts remain in place during the process and do not move;
- The equipment must have a fine adjustment when working with low amperage parameters so that you can accurately select the mode;
- Extremely precise adherence to the specified modes is necessary so as not to spoil the details;
- The number of appearance of defective seams here is statistically higher than when working with thick metal;
- It is necessary to responsibly approach the choice of the protective coating of the electrode in order to increase safety during welding, which already depends on which grades of metal are used in this case;
- To work, you need to have sufficient experience in this area.
Advantages
Among the advantages are:
- Relatively high speed of the welding process;
- High profitability, by reducing the amount of consumables;
- Bending and other preparatory procedures with deformation are faster, easier and can be done manually;
- Here, a minimum is needed, since there is practically no need for edge processing and creating corners on the welding surface.
Primary requirements
Before welding thin metal by arc welding, you need to select the electrodes. Their size should correspond to the thickness of the parts to be welded. The current strength must not deviate from the nominal positions set in the parameters, since when working with thin metals, even a small deviation can lead to burning through. The electrode metal must match the workpiece metal and be as identical as possible. The coating must meet the technical requirements for welding a given metal.
The device should have excellent current-voltage characteristics and convenient adjustment of parameters. The welding temperature of the metal must be reached gradually, first by heating the workpiece, and then by using an electric arc to avoid thermal deformations. The surface of the parts must be cleaned and degreased so that there is no oxygen exposure to the seam and the near-seam area. It is desirable to move the workpiece to a horizontal position, since the inability to create a sufficient penetration depth makes it difficult to build vertical seams. It is necessary to use only high-quality, pre-dried electrodes.
Basic and auxiliary materials
The main materials for welding are electrodes. They may be enough a large number of varieties, depending on the metal used and its thickness. Even thin metal welding can be used, if the thickness of the workpiece starts from 2.5 mm and above. They can be infusible, like coal or tungsten, or fusible, the metal of which will fill the gap between the workpieces. They are selected according to the composition so that the metal is welded with an identical mass, which will improve the quality of the connection.
Additional materials include gas and flux. Flux is used to improve the quality of metal welding. It is not always used, but only when the technology requires. Often it improves the quality of welding of refractory metals, and also helps to ignite the electric arc better. It contains various additives and additional metals, which will differ for each grade. Sometimes metal shavings from the same metal as the workpiece itself are used as a flux. Gas can be used to heat the part, because if this is not done, metal deformation may occur during welding. It can also act as an additional protection against oxygen from the atmosphere, similar to the electrode coating. The fact is that when thin metal is welded with a 1.6 mm electrode, it can be in a shielding gas environment, and not just manual arc welding. In the last stages of processing, gas can also be used for heating during long cooling.
Electrode selection
When choosing, two parameters are important - this is metal and coating, which can be included in the general concept of the brand of the product, and the thickness of the diameter. Ideally, the metal should completely match the one with which the welding will take place. To him, the appropriate coating was already immediately selected. The number of options here is very large, therefore, the choice is made individually in each case.
To know how to weld thin metal by arc welding, you need to choose the right one. Often it must match the thickness of the part to be welded. Only if we are talking about refractory metals, then its thickness can be 0.5 mm higher. Do not use too thin, for example, for metal in a 2.5 mm electrode with a diameter of 1 mm. This will cause the consumable to run out too quickly and the seam will need to be interrupted frequently. Materials must be dried before use, since with a thin seam all defects become much more pronounced and have a more detrimental effect. Within one seam, you need to work with electrodes of only one brand.
Modes
If you do not know how to properly weld metal by electric arc welding, then you should resort to the mode table, which will help you determine exactly which parameters are best to choose so that there is a minimum risk of marriage. For certain workpiece thicknesses, all these parameters have already been calculated.
| Workpiece thickness, mm | Filler material diameter, mm | Current strength, A |
| 0,5 | 1 | 10-20 |
| 1 | 1-1,6-2 | 30-35 |
| 1,5 | 2-2,5 | 35-45 |
| 2 | 2,5-3 | 50-65 |
| 2,5 | 2,5-3 | 65-100 |

The technology of welding thin sheet metal with an electrode
The following procedure will tell you how to weld thin metal with arc welding:
- The workpiece should be cleaned with a metal brush. Cleaning should be carried out until a metallic sheen appears on the surface.
- Then you need to degrease the places where the future seam passes with acetone, or any other solvent that can neutralize the oxidizing film.
- Spread the flux on the edges of the workpieces.
- If the metal welding technology requires, then it is desirable to heat the surface with a gas burner. The same may apply to electrodes, since the main causes of metal spatter during welding lie not only in elevated temperature, but also in its strong drop.
- When everything is prepared, you can proceed to direct welding. The movements must be fast enough so that too long a weld pool does not burn through the part. But you don’t need to rush too much so that the metal boils around the entire perimeter. Here you need to cover as large a perimeter as possible, since due to the small thickness it is impossible to dive very deep. The seam should look fairly wide and uniform, and also consist of many small scales, following one after another.
- After finishing work, you need to slowly cool the metal, heating it with a burner and gradually lowering the temperature.
If, when welding a thin metal with a 2 mm electrode, the workpiece burned through, then you should stop working, inspect the seam and decide whether it can be welded or not.
Security measures
Standard safety precautions must be followed. All work should be carried out in special protective clothing that will protect against metal splashing. You should also use special tools for transferring hot and hot parts.
Welding electrodes have greatly facilitated human life, and created a lot of useful and reliable things by “welding seams” between two metal parts. In fact, the electrode has an extremely simple design - it is a wire in the form of a rod with a special coating or without coating. To date, you can find more than 200 varieties of electrodes, which differ not only in brand and manufacturer, but also in the mechanical properties of the seam, the permissible degree of bending, the possible degree of viscosity, and so on. But the most common are the following features:
- Non-metallic.
- Metal.
This is the most important differentiation, and the following types are deduced from this singularity. For example, non-metallic welding rods can only be non-consumable, as they are made from graphite or coal. Unlike them, metal electrodes can be consumable and non-consumable. About this in more detail and soon you will be able to determine on your own which electrodes weld which metals.
On the classification of metallic electrodes.
Metal electrodes can be divided into two types:
- Melting.
- Non-consumable.
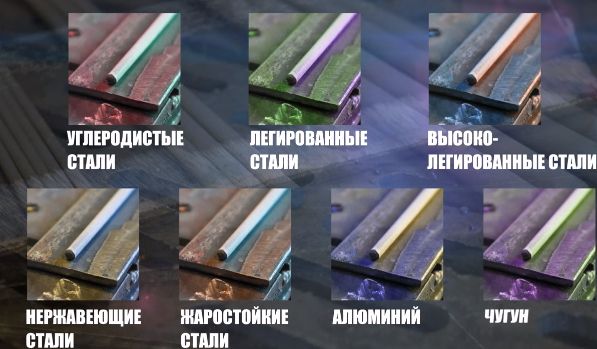
The material for the manufacture of the first type of metal electrodes are refractory substances such as tungsten, synthetic graphite and electrical coal. The main field of application of these electrodes is the protective gas sphere, plasma cutting and welding, which require huge temperatures, and ordinary rods quickly become unusable. For the manufacture of electrodes of the second type, three types of welding wire are used: carbon, alloyed and high-alloyed. Such welding rods are coated with a special protective compound to protect the electrode from the oxidizing effect of oxygen and ensure more efficient combustion of the welding arc.
On coated and uncoated electrodes.
Nowadays covered welding electrodes(Fig. 1) are in a larger assortment than uncoated ones. First of all, this feature is due to the fact that an infinite number of materials are used for coatings, but they are divided into only a few types:
- Rutile.
- Sour.
- Main.
- Pulp.
Bare welding rods are the prototype of today's electrodes and were used at the very beginning of the development of welding tool technology. To date, the uncoated electrode has a field of application in a protective gaseous environment.
Features of coated electrodes and their scope.
IN modern world welding, the standard material for electrode coatings is an acidic substance based on oxides of silicon, iron and manganese. The main feature is that using an oxide-coated electrode it is possible to create hot cracks in the metal. Its scope is, in fact, universal, since this rod is suitable for welding, both with alternating and direct current. According to GOST, the classification of this rod has the name: brand E38 and brand E42.
The next type of rods are electrodes of the brand E42, as well as E46. A rutile concentrate is used to make the coating, and as a result we will get an excellent rutile rod for working with semi-quiet and calm steel. The rutile electrode creates better welds and does not create cracks like a standard rod. In addition, by using a rutile-coated electrode, you will minimize metal loss and make it easier to remove slag after welding. Coatings similar in features are ilmenite rods.
And, for example, electrodes with a basic coating are produced by applying fluorine and carbonate compounds to the surface of the rod. The main area of application is quiet metal structures, and at the same time, the features of the rods with such a coating are a high level of plasticity and also impact strength. In addition, the main electrode has a similar property to rutile rods: it prevents the creation of hot cracks in the seams. According to GOST, this welding electrode is represented by the brands: E42A, E55, E50A, E60, E46A.
The last type of coated electrodes are rods with a cellulose substance in the composition, which includes natural organic compounds, among which cellulose is the most important. The main area of application for cellulosic welding rods is quiet and semi-quiet steels. In addition, the use of such rods is possible not only on the condition that the structure is on the "ground", but also on weight or from top to bottom, which is the advantage of these electrodes. According to GOST, these rods can be found under the following name: E50, E46, E42.
In order to find out exactly which electrodes weld which metals, we recommend that you read the instructions and description on the package in detail before buying welding rods, because rods for welding non-ferrous metal cannot be used for welding cast iron or steel. For detailed advice, please contact the seller.
Welding with an electrode of thin metal allows you to assemble lightweight structures with a large margin of safety. Also, in this way, you can restore cars and repair many other thin-walled products. However, such a process is quite complicated, it is very difficult to make a quality one in the absence of experience.
In this article, we will analyze all the nuances welding work sheet metal, what are the problems and how to avoid them.
Problems of welding thin-walled products
The main problems that arise in the process of welding thin metal with electrodes are similar to ordinary marriage with a poor-quality connection.
- Burning the workpiece.
- Sticky electrode.
- material deformation.
Burn-through is the most common occurrence in working with thin-walled structures. This is a consequence of an incorrectly selected current strength. It is the excess power that contributes to the rapid melting of the metal and the formation of holes.
Sticking of the electrode occurs in two cases: with a low current strength and a close bringing of the tip of the consumable to the metal surface. These two negative factors contribute to the formation of an uneven joint and, as a result, the quality of welding decreases.
An under-welded seam is a common mistake made by beginners in welding business. Afraid to burn through the metal, the tip of the electrode is removed a long distance and the melt simply spreads over the surface. As a result, during stripping, it turns out that the seam is uneven and there are unconnected sections.
Deformations are also a fairly common occurrence when welding thin sheet metal. This is a consequence of exposure to high temperatures.
How is welding of thin metal carried out and what are the ways to solve the problem of marriage?
Choice of modes and electrodes
It is best to use an inverter for welding thin-walled structures. Such devices have a finer tuning, unlike transformer analogues.
The current strength used in such work directly depends on the thickness of the parts and the diameter of the electrode.
Thin metal is considered to be blanks up to 5 millimeters thick. However, welding problems occur with parts up to 3 mm. In the table you can see the approximate correspondence of the selected power to the material and electrode diameter.
These are approximate data, a more accurate setting of the apparatus can be determined empirically by trying to weld metal.
When using thin types of electrodes, it must be borne in mind that their melting rate is higher, which means that you need to weld the seam faster.
The main requirements for the selection of consumables are the same as for welding standard designs. The coating and composition of the electrode must correspond to the metal being welded.
The right technology
Technologically, welding of thin metal practically does not differ from the process of joining thicker structures. All work can be divided into three stages:
- Preparing details.
- welding process.
- Seam cleaning.
The main differences are in some nuances that allow high-quality welding of sheet metal and galvanization.
Training
All preparation begins with cleaning the surface of the material from contamination. It is important to more thoroughly clean the place where the apparatus mass holder will be installed.
Galvanized sheet metal at the place of future welding can be cleaned with a grinder from a protective coating. But you can cook directly on it, the zinc layer will burn out during operation.
Welding
The welding algorithm for thin metal is as follows.
- The electrode at the end can be cleaned of coating to a length of about 5 mm, this will contribute to the rapid ignition of the arc.
- Along the entire length of the future seam, point tacks of the material must be made (to avoid further deformation). To do this, make a short-term arson and weld the edges of the metal in the form of a point or a length of 10 mm.
- The arc is ignited simply - this is done in two ways. Either by tapping the tip of the electrode on the metal, or by striking. The length of the arc is optimal within 2-3 millimeters. Usually the distance of the electrode from the metal must be maintained within the diameter of the consumable!
- After that, a bath of molten metal is formed and the seam is started. During operation, the weld pool should have an elongated oval shape. This indicates a quality seam.
- To avoid sticking of the electrode, do not stick it into the surface.
In this regard, it is very convenient for beginner welders to use an inverter with additional functions of anti-sticking and arc forcing. When the electrode is too close to the metal, it drops the voltage. In this case, there is no short circuit and the electrode will not stick. With a large stretch of the arc, the inverter provides additional voltage and the welding process is not interrupted.
- The seam is carried out by placing the holder with the electrode at an angle of 60 degrees. It is best to choose a position close to right angle, but with the preservation of the view of the weld pool and the seam itself. If the angle is too sharp, a convex connection is obtained. This means that the seam pops up and does not weld the metal.
- The electrode can be led from left to right, or towards itself, vertical connections are made from the bottom up. At the same time, during welding, it is necessary to make transverse movements in zigzags (herringbone).
- You also need to control the speed of movement. It must be consistent and uniform.
After finishing work, you need to knock off the slag and inspect the connection for lack of fusion and burns on the metal surface.
Welding techniques for thin-walled structures
To avoid negative consequences during the welding process, some suitable techniques can be used.
Overlap. If the design allows, the sheets can be placed one on top of the other. In this case, the main thing is not to burn the surface located below.
Point connection. Technologically, such a seam is made in the form of local tacks. The arc is set on fire, the metal is boiled in right place and extinguish. And then, throughout the connection with a step of 3 electrode diameters, everything is repeated.
By electrode. If there is a danger of burning thin metal, you can clean one electrode from the coating and lay it along the future seam. In the process of welding, these places must be well boiled. In the same way, burnt holes can be brewed.
Also, for welding thin-walled structures, reverse polarity can be set. When the holder cable is put on the plus, and the ground on the minus. Reverse polarity reduces the amount of heat at the tip of the electrode and this will help avoid burns.
If you need to weld a massive part with thin metal, then the arc is ignited on a thick-walled workpiece and transferred in the process Weld at the junction.
To remove excess heat, a copper strip can be placed under the thinnest parts. Copper is a very heat-intensive material and will avoid burning and leaking of molten metal.
What do you think about this type of work as welding of thin sheet metal? If you have extensive experience welded joints from thin material, share it in the comments to this article.
The size of the electrode diameter is one of the main parameters when choosing, since it is required to select consumables with a thickness approximately the same as the base metal. Naturally, sooner or later one has to deal with thin sheets, the welding of which is not only a complex technological process that requires a lot of experience, but also cannot be carried out without special materials and tools. In most cases, they try to connect them using gas welding, but if this is not possible, then the thinnest welding electrodes have to be used.

Thin welding electrodes
Not all brands have materials that can meet this request, as in some cases the thickness starts from 2 mm. Thin can be called those that are less than 2 mm in diameter. Electrodes for thin metal almost completely retain the ratio of the amount of coating in relation to the amount of material on the rod. As a rule, this is one third of the total mass. Such things are more difficult to manufacture and they are not used so often. With the advent of small home inverters that have a short range of operation, thin ones became more popular, since the power of those appliances could melt a maximum of 3 mm filler material.

The thinnest electrodes for arc welding are quite difficult to use, since their melting rate is much higher than that of standard ones. For this, special modes should be selected, but this may not be enough to obtain high-quality results. Practical experience is needed here, since there is a high risk of burning the base metal. There are also a number of requirements for the equipment, for example, the holder must securely fix the electrode. There must be a fine adjustment so that you can accurately select the desired current strength. The speed of the process is much higher than in a standard situation.

The protection that the coating creates is relatively small, due to the thin layer of coating. But this may be enough, since the weld pool is also small. It is advisable to use a metal flux to improve the welding properties and protect the weld. Here it is necessary to regulate the balance of the penetration depth well so that the deposited metal is taken on the main one, but no holes are obtained. It is also worth considering that when welding thin metal, there is a possibility of thermal deformation. To prevent this from happening, the seam should not be done immediately over the entire length, but in small strips. You also need to make potholders along the entire length so that everything does not bend.

Electrodes for welding metals 1 mm are narrow-profile and are rarely used by professionals. But they have no alternative, so they must be in the arsenal of a professional. The main thing is to choose them correctly, and then use them according to technology so that there is not a large amount of marriage.
Advantages of thin electrodes
- This is the only consumable that can be used arc welding thin products without a big risk of burning the workpiece;
- Electrodes for have a relatively low cost, so you can always buy a large amount of material;
- In terms of their physical properties and composition, they are almost as good as the thicker representatives of the brand;
- The electrodes are quickly prepared, since drying and annealing takes a relatively small amount of time.
Disadvantages of thin electrodes
- Electrodes for welding thin metal with an inverter are not designed to work with thick parts, as they will not be able to weld to the desired thickness;
- There are difficulties with the work, since the welding technique is different from the usual;
- Due to their size, they run out quickly and you often have to change consumables;
- An insufficient coating layer makes the protection of the weld pool not so reliable;
- Often you need to use additional consumables;
- Not all brands are produced in such a small version, therefore, sometimes there are difficulties with the selection.
Specifications
Specifications electrodes depend on what elements are included in its composition, as well as on the physical properties of the metal from which the rod is made and what is included in the coating.
Dimensions of thin electrodes from various manufacturers
The thinnest electrode for welding has a diameter of 0.8 mm. In addition, in the rulers there are materials with a thickness of 1 mm; 1.2mm; 1.6mm; 2 mm.
Among the brands that produce such sizes can be found:
- MP-3;
- MP-3C;
- UONI-13 45;
- UONI-13 55;
- E-46;
- ANO 21.
Choice
Electrodes for welding thin sheet metal are selected according to the same principles as standard ones. First of all, you should pay attention to the composition so that the filler metal rod matches the main one. This will provide a better connection, as the edges of the seam will not form weak spots, and the whole structure will be more homogeneous. You should also rely on what modes the welding machine supports so that they match those for which the electrode is designed.
“Important! In no case should you try to weld workpieces whose thickness is several millimeters greater than the thickness of the electrode.”
Modes and features of application
The main feature of the application is the higher welding speed. Unlike , where this factor is caused by higher fluidity, the previous viscosity is preserved here. Thanks to this, the connection in the vertical and ceiling position becomes easier. This is one of the few cases where electrodes can be taken with a lower diameter than the base metal, especially when it comes to ceiling welding. As can be seen from the table, even a small deviation of 5 A can lead to the fact that the regime will be violated and marriage may occur. The higher the thickness, the less noticeable this difference, although there is a dependence on what grade of metal is used.
- Features of inverter welding of thin metals
- Methods for welding thin metal semiautomatically
- Welding thin metal overlap
- Welded connection by lining
Now, probably, everyone has a dacha or a house outside the city. Therefore, the inverter in the economy is indispensable. Often there is a need to weld thin metal. But not everyone competently cooks thin metal with a semi-automatic device, since the process has its own characteristics. We will talk about them further.
Features of inverter welding of thin metals
The inverter for welding is now more and more in demand and has its fans, because it has been awarded some advantages. A timely purchased semiautomatic device will come to the rescue in any situation: thanks to it, it is possible to repair the fence, gate or manufacture various designs from metal. The inverter is on sale in any store where welding machines are presented. A home craftsman who does not have experience with such equipment should know how to use it correctly or how to cook metal with an inverter or semi-automatic device, which differs from others in that it contains an electrical unit. Due to it, its weight is significantly lower, and the workflow is much more efficient.

The semiautomatic device has another distinctive feature in that it can perform well at low voltage. Which is a very valuable quality for those who work on the device in a private house outside the city. The most important thing when you need to cook something, do not forget about the requirements of personal safety.
Be sure to wear a tight suit and gloves made of thick material that protect against burning by dripping metal. The use of a welder's mask or face shield is a prerequisite, as there is a risk of eye damage from ultraviolet radiation. In most cases, household metal welding units are very weak, therefore it is recommended to select electrodes up to 2.5 mm. Thinner electrodes can be. But if you take them thicker, then it is unlikely that you will be able to work with them at least somehow.
Of course, cooking with an inverter is much easier than with an ordinary unit. Even such an operation as setting the current can be performed with one movement on the handle that turns on the current. Its power range is 20-100 A. The current power is selected, focusing on the features of the upcoming work and the parameters of the electrodes.
It is quite clear that the thinner the welding electrode and the metal sheet that is planned to be welded, the lower the current value should be set and, conversely, the thicker the welding electrode and metal, the higher the current value.
Back to index
Methods for welding thin metal semiautomatically
How is a thin metal connected with an inverter? For this, various methods are used: end-to-end and overlap, by means of a non-removable gasket and without it.
Back to index
Welding thin metal overlap

First of all, the sheets are stacked on top of each other. Then the edges of the upper and lower sheets are tightly connected to each other due to the imposition of weights. There should be no gaps between the metal. Then adjust such a parameter as the magnitude of the welding current. A steel sheet with a thickness of 1 mm corresponds to dimensions in the range between 30 and 50 A. If the thickness of the sheets deviates from that indicated here, then the current is either reduced or increased.
The next moment is grabbing metal sheets to each other. It is performed with short seam jumpers over the entire joint area. Weld intermittently, taking away the electrode and, without delay, applying (what is called "extinguish the arc"), and the material should not have time to cool down. After that, the sheets are completely butt welded in an intermittent step. The electrode is occasionally placed in the cold joint area, which will allow the material not to warp much.
Back to index
Welded connection by lining
It is important to consider that with a shorter continuous seam, the metal warps less. Further, they try to ensure that the gap between the ends of the steel is the most minimal. Better, of course, if it is not. For welding thin metal, a lining is required under the joint. Without it, it is almost impossible to butt-weld too thin steel.

The technology is similar to the overlapping method: the current value is set using tacks, and the connection is made in intermittent steps. An option such as the involvement of a steel non-retractable lining can be applied. In this case, a strip of steel is placed in the inter-steel joint with a thickness equal to this parameter for the sheet.
It is important to check that the fit of this strip to the sheet is as tight as possible. Then the lining will be welded to the blanks, even if there is a small gap between them. There are situations when the insertion of a non-removable strip cannot be carried out. Then a thick copper strip is placed under the joint, which prevents the sheets from burning through due to heat removal. Such a strip is pulled out after the welding process. When welding of two horizontally aligned pipes is required, then work starts from the bottom. And the welding procedure will proceed from the bottom up. The rise to the top is performed smoothly and gradually, slowly. Otherwise, the seam connection will be fragile or the pipe will burn.
In the process of work, attention should be paid to the quality of the seam and the melting of the metal. When the metal burns through, therefore exceeded welding current. Then it is simply reduced. With poor-quality penetration of the joint, there is a possibility that the current voltage is low and needs to be added. Inverter devices for welding parts allow you to smoothly change the amount of current when working on them.
It is for this reason that they note the convenience in their use and ease of handling them.
When welding, you should be extremely careful and fulfill all the requirements, then what kind of uncertainty in working on such an apparatus can we talk about. And even an inexperienced person who has never held anything like this in his hands can master the process. Good luck with the welding process!