Forward and reverse current during welding. What gives a change of polarity when welding with electrodes.
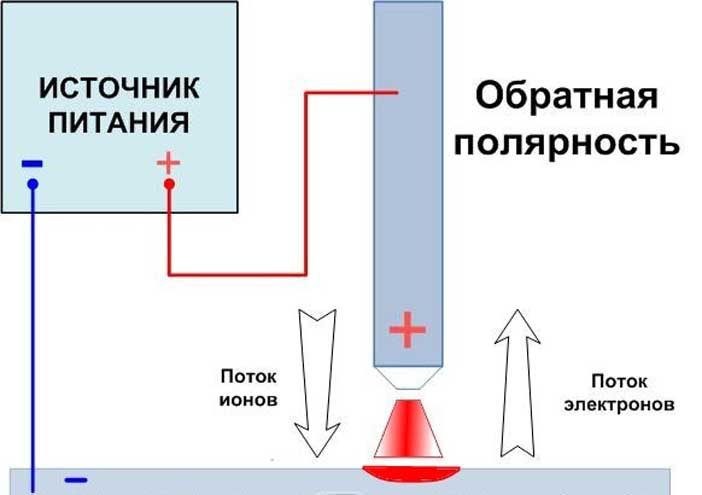
DC welding of metals can be carried out in two modes: with direct polarity and reverse. Direct polarity during welding is when a minus is connected to the electrode, plus to a metal workpiece. When welding with current of reverse polarity, the opposite is true, that is, a plus is connected to the rod, and a minus to the product.
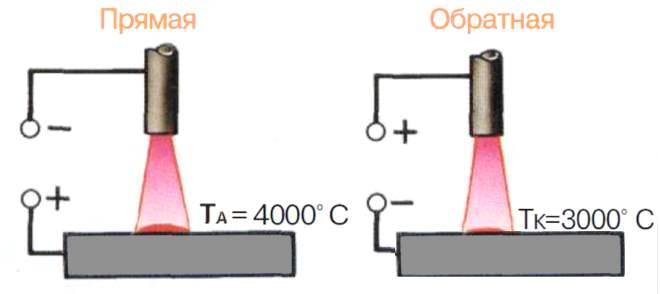
When welding with direct current, a thermal spot is formed at the tip of the electrode, which has high temperature. Depending on which pole is connected to the electrode, the temperature at its tip will also depend, and, accordingly, the mode of the welding process will depend. For example, if a plus is connected to a consumable, then an anode spot is formed at its end, the temperature of which is 3900C. If minus, then a cathode spot with a temperature of 3200C is obtained. The difference is significant.
What does it give.
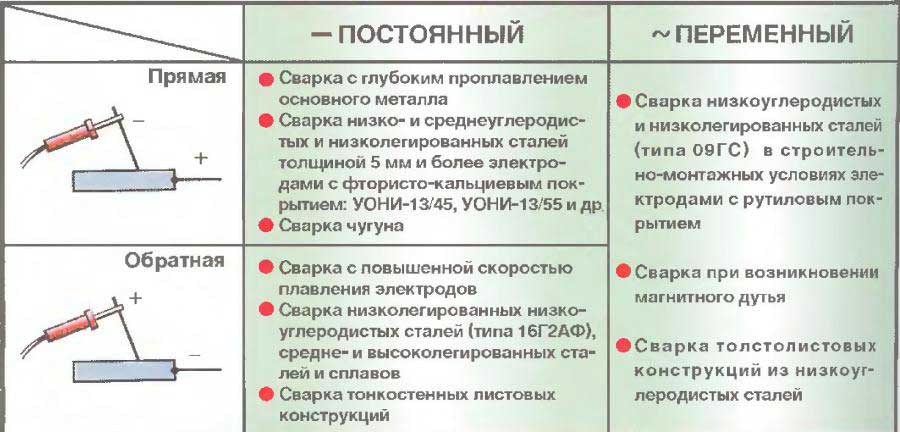
- When welding with current of direct polarity, the main temperature load falls on the metal workpiece. That is, it warms up more, which allows you to deepen the root welding seam.
- When welding with current of reverse polarity, the temperature concentration occurs at the tip of the electrode. That is, the base metal heats up less. Therefore, this mode is mainly used when joining workpieces with a small thickness.
It should be added that the reverse polarity mode is also used when joining high-carbon and alloy steels, stainless steel. That is, those types of metals that are sensitive to overheating.
Attention! Since the temperature is different on the anode and cathode spots, the consumption of the electrode itself will depend on the correct connection of the welding machine. That is, reverse polarity when welding with an inverter is a waste of electrodes.
In the process of welding with direct current, it is necessary to ensure that the metal of the workpieces warms up well, almost to the state of molten. That is, a weld pool should form. It is the direct and reverse polarity of the welding mode that affects the quality of the bath.
- If the current strength is large, which means that the heating temperature is also high, then the metal will heat up to such a state that the electric arc will simply repel it. There is no need to talk about any connection here.
- If the current is, on the contrary, too small, then the metal will not heat up to the required state. And this is also a minus.
With direct polarity, an environment will be created inside the bath that is easy to guide the electrode. It spreads, so one movement of the rod creates a direction weld. At the same time, the depth of welding is easily controlled.
By the way, the speed of the electrode directly affects the quality of the final result. The higher the speed, the less heat enters the welding zone, the less the base metal of the workpieces warms up. Decreasing the speed increases the temperature inside the weld pool. That is, the metal warms up well. Therefore, experienced welders set the current on the inverter more than necessary. But the quality of the weld is controlled precisely by the speed of movement of the electrode.
As for the electrodes themselves, the choice of polarity is determined by the material from which it is made, or the type of coating. For example, using reverse polarity in DC welding using a carbon electrode results in fast consumption welded rods. Because at high temperatures, the carbon electrode begins to break down. Therefore, this view is only used in straight polarity mode. A bare, uncoated metal rod, on the other hand, fills the weld well with reversed polarity.
The depth and width of the weld also depends on the mode used. The higher the current, the greater the penetration. That is, the depth of the weld increases. It's all about the heat input on the arc. In fact, this is the amount of thermal energy passing through a unit length of the weld. But it is impossible to increase the current to infinity, even regardless of the thickness of the metal workpieces being welded. Because thermal energy creates pressure on the molten metal, which causes it to be displaced. The end result of such electric welding at increased current is the burn-through of the weld pool. If we talk about the influence of direct and reverse polarity when welding with an inverter, then the reverse polarity mode can provide a greater penetration depth.
Some features of welding with direct polarity
What is direct polarity defined. Some qualities of welds are indicated when the connection process is carried out in the straight polarity mode. But some subtle points remain.
- In the weld pool, metal from electrodes or filler materials is transferred in large drops. This is, firstly, a large spatter of metal. Secondly, an increase in the penetration coefficient.
- In this mode, the electric arc is unstable.
- On the one hand, a decrease in the depth of penetration, on the other hand, a decrease in the introduction of carbon into the mass of the workpiece metal.
- Proper heating of the metal.
- Less heating of the electrode rod or filler wire, which allows the welder to use higher currents.
- With some welding consumables, an increase in the deposition coefficient is observed. For example, when using consumable electrodes in inert and some active gases. Or when using filler materials that are applied under flux of some types, for example, grade OSC-45.
- By the way, direct polarity also affects the composition of the material that is in the seam between two metal blanks. Usually there is practically no carbon in the metal, but in in large numbers silicon and manganese are present.
Features of welding with reverse polarity current
Welding thin workpieces is a process with increased difficulty, because there is always a risk of burns. Therefore, they are connected in reverse polarity mode. But there are other methods to reduce the risk.
- Reduce the current potential to reduce the temperature on the workpiece.
- Welding is better interrupted seam. For example, make a small section at the beginning, then move to the center, then start docking from the opposite side, then start cooking intermediate sections. In general, the scheme can be changed. In this way, warping of the metal can be avoided, especially if the length of the joint is more than 20 cm. The more welded segments, the shorter each section, the lower the percentage of warping of the metal.
- Very thin metal blanks are welded with periodic interruption of the electric arc. That is, the electrode is pulled out of the welding zone, then immediately quickly ignited again, and the process continues.
- If overlap welding is carried out, then the two workpieces must be hermetically pressed against each other. A small air gap leads to burn-through of the upper part. To create a snug fit, you need to use clamps or any weight.
- When joining blanks, it is better to minimize the gap between the parts, and ideally, there would be no gap at all.
- For welding very thin workpieces with uneven edges, it is necessary to lay a material under the joint that would take the heat of the process well. Usually a copper plate is used for this. Maybe steel. In this case, the greater the thickness of the auxiliary layer, the better.
- It is possible to carry out flanging of the edges of the welded products. Flanging angle - 180°.
The direction of movement of the electrons is regulated using polarity by switching the wires to the plus or minus terminal. That is, when working with DC welding, two settings are possible:
- Direct polarity. The minus is connected to the electrode, the plus is connected to the ground terminal. In this case, the current moves from the electrode to the workpiece, and the metal is heated more than the electrode.
- Reverse polarity. A plus is connected to the electrode, a minus is connected to the "ground" terminal. The movement of current from minus to plus (from the workpiece to the electrode) creates a stronger heating of the electrode.
Direct and reverse polarity connection when welding with an inverter is used depending on the tasks and the quality of the materials. With alternating current, the type of connection is unimportant, but with constant current it is possible to change the polarity manually.
Polarity value for welding
Direct current creates a thermal (anode) spot. By changing the polarity, you can move it from the electrode to the workpiece. The main heating is created on the positive socket, therefore, with direct polarity, the workpiece heats up more, and with reverse polarity, the electrode. Thus, the capabilities of the inverter are formed depending on the characteristics of the metals:
- metal thickness. With direct polarity, the main heating goes to the workpiece, so the width of the penetration seam is quite deep. Accordingly, for thin metals it is more correct to use the reverse connection, in which the metal heats up weaker than the electrode.
- Metal type. When welding, you have to work with various alloys that have certain properties. For example, aluminum is a medium-melting metal, so you need to provide the workpiece with a direct connection for heating. It is better not to overheat stainless steel by choosing reverse polarity. The inverter settings allow you to take into account which alloy is being welded, so a preliminary study of the instructions will help to effectively cope with the task.
- Electrode type. Welding electrodes coated with flux. When heated, it burns out, performing its main task: displacing air, preventing the formation of pores. The type of flux determines the features of the use of electrodes at different temperature conditions. For example, carbon electrodes are not suitable for reverse polarity connections. The manufacturer's recommendations will allow you to make right choice. The same applies to wire types. By the way, inverter semiautomatic devices also have characteristics that should be considered.
If the workpiece and the electrode have characteristics that require conflicting settings, you will have to find a compromise by adjusting the current strength and the seam processing time. With experience comes knowledge that allows you to solve any problems.
Types of welding
Manual arc welding with a consumable electrode (MMA). Here its role is played by a special consumable wire covered with slag. The method is very popular, but experts consider it not the most the best option to obtain high-quality seams, if the product is a complex alloy in composition. During melting, the wire connects the necessary parts, and its coating cleans dirt and protects the weld pool from oxygen. The method is suitable for welding cast iron, ferrous metals.
Welding is semi-automatic. The electrode is a wire that automatically enters the welding zone. The device is in manual movement mode, so this method is not suitable for processing a large working area, it is used for welding thin sheets, non-ferrous metals, high-alloy steel. Both direct and pulsed current are used. When using a flux-cored wire, gas is not needed; in other cases, welding is carried out in an active or inert shielding gas environment. It is possible to weld with an electrode without melting it.
Welding in shielding gases. Technological process involves the use of argon gas, which burns out dirt and oxygen compounds. The electrode is an infusible tungsten or graphite rod. The use of argon cleans the weld pool of all unnecessary impurities and oxides. The formation of slag is excluded, the seam is of high quality and clean, but welding in a shielding gas environment is a rather expensive technology that requires serious skills.
Different types of welding are used and depending on the working conditions of welding. For example, for the repair of car bodies in services, they use arc welding semi-automatic using a shielding gas environment, which allows you to create high-quality welding work at its low cost. Direct and reverse polarity when welding with an inverter allows you to adjust the melting depth for any type of welding work.

Manual arc welding technology
Arc welding is the most common type of metal welding. The method is universal, technologically simple and allows obtaining good quality welds in non-production conditions. The electric current of the welding source forms an arc between the workpiece and the electrode. The coating (flux) burns on it, releasing a gas that cleans the working area from oxygen.
With direct or alternating current, consumable electrodes are used for welding. They are moved along the coordinate axis during the process to maintain the size of the arc. The optimal arc is considered to be no larger than the electrode rod, providing the most high quality seam. If a long arc is allowed, the quality of the weld will deteriorate due to the deviation of the arc from the desired direction. It is necessary to observe a certain speed of movement of the electrode so that the seam does not turn out to be uneven or loose.
According to the shape and types of joints, welding seams are divided into:
- tee;
- corner;
- butt;
- lap;
- end.
Different angles of inclination of the electrode allow you to create seams of different types. The most convenient gap is between 45 and 90 degrees, in which the weld pool is completely in sight. With experience comes an understanding of exactly how to change the angle of inclination.
Outcome
The main task for a beginner is to learn how to "lead" the welding seam. The base metal is heated to a state of melting, forming a weld pool. Depending on the situation, the welder changes the current settings, focusing on the condition of the pool. You need to start with the settings recommended by the manufacturers, and then gradual practice will help you understand and correctly use all the features of the inverter.
The advent of inverter welding machines has significantly expanded the scope of their application. This type of work has become available to every home master. But not always the owners of models know the features of use. In particular, why do we need a direct one and in what cases is reverse polarity used when welding with an inverter.
Basics of Using an Inverter Welder
This type of equipment is designed to perform arc welding, with which you can connect or cut steel billets. For application, it is necessary to determine the main parameters - to select the welding current and the type of electrodes. Then you can get to work.
General procedure for using the inverter
- Material surface preparation - rust removal and degreasing. This is necessary to form a reliable seam.
- Select mode welding current and electrodes. They depend on the characteristics of the metal, the parameters of the future weld.
- The ground terminal (plus) must be connected to the metal surface. It is important that it does not interfere with the performance of basic operations.
- A "minus" is connected to the electrode holder.
- Arc formation. This can be done by striking or tapping the electrode on the metal in the area of the seam.
- After forming the connection with a hammer, it is necessary to remove the scale.
How to choose the right model
The use of direct and reverse polarity modes is available for all types of inverters. However, in addition to this function, the devices must have additional characteristics. The scope of their application, the speed and comfort of performing work depend on this. Therefore, the choice of model must be approached professionally.

- Hot start. There is a momentary increase in current for fast arc formation.
- Anti-stick. At high current values, the probability of its welding to the metal is high. Reducing this value will allow you to form the most even seam.
- Fast and Furious. Activates automatically when molten metal appears at the end of the electrode. A momentary increase in operating current will prevent sticking.
- Alternating current. It is necessary for welding work with aluminum blanks.
- Decreased idle value. Refers to safety measures when operating in places with high humidity or small rooms. With the help of a special unit, the voltage is reduced to 15 V.
- Indication type. The best option is a digital display of current parameters.
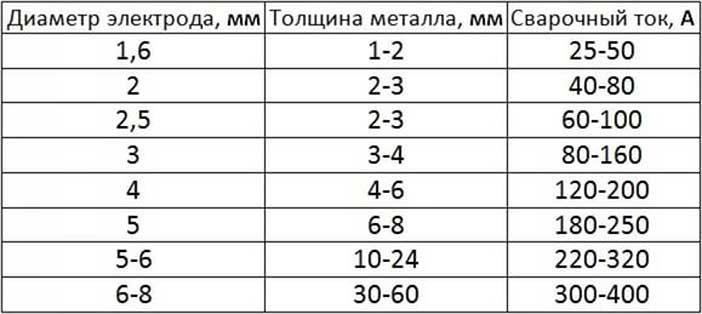
It is also important to choose the welding current, which directly depends on the diameter of the electrode used and the thickness of the metal.
When working with inverter welding machines, electrodes of the ANO and MP brands are most often used. They are suitable for forming a seam on steel surfaces. or workpieces made of complex alloys requires the selection of special consumables, additives can be used.
When to Use Direct and Reverse Polarity
The change in polarity during operation is due to ongoing processes. In addition to choosing the main welding parameters, you can swap the connected terminals. Current flows from the negative element to the positive. As a result, the first one is heated.

- Direct polarity - "minus" is connected to the electrode, "plus" to the metal. The surface is heated. A similar mode is necessary for processing deep seams with a large thickness of the workpiece.
- Reverse polarity - the electrode is connected to the "plus", the metal to the "minus". There is a reverse process - heating of the electrode with cold metal. This is necessary for processing thin-walled workpieces, but leads to rapid burnout of the electrode.
The use of one mode or another depends on the tasks. The ease of changing the terminals allows these operations to be performed on a single workpiece.
Graphs explaining the welding process with direct current (b) and alternating current (a)
Welding with welding machines that operate on direct current has found much more use today than welding with machines that operate on alternating current. This is primarily due to the fact that features of DC welding allow to significantly reduce the amount of filler metal electrodes in the weld. Secondly, when using DC welding, it is possible to achieve a significant reduction in the level of scale in the weld. This means that the resulting connection has increased strength.
Electrodes are one of the main cost items for any welding work. DC welding makes it possible to achieve a significant reduction in electrode spatter, which means a reduction in material costs. In general, AC welding allows you to increase the profitability of the process, while reducing the cost of manufacturing parts.
An important advantage of DC welding is an increase in labor productivity. Working with direct current makes the work of the welder much easier, and therefore more efficient and productive.
DC welding can be of direct and reverse polarity. Direct polarity is when the current flows from minus to plus and heat is concentrated on the product. This type is often used in mechanized welding. Reverse polarity DC welding implies the concentration of heat at the end of the electrode (that is, minus - on the product, and plus - on the electrode).
It is worth noting that the needs of the weld involve the use of a welding rectifier. He might be different type designs. Most of these rectifiers are used in industry, so they most often operate on three-phase current with a frequency of 50-60 Hz.
Welding with direct current of reverse polarity allows you to increase the depth of penetration by 50%, compared with welding with direct current of direct polarity. This is due to the fact that different amounts of heat are released at the anode and cathode. But during welding with alternating current, the depth of penetration compared to direct current of reverse polarity is 20% lower.
The diameter of the electrode when welding with direct current depends on the position of welding, the thickness of the metal, the type of connection and the shape of the edges to be welded. If we are talking about butt welding, then the diameter of the electrode should be equal to the thickness of the sheet being welded. When welding sheets of greater thickness, electrodes with a diameter of 4 to 6 mm are used.
Stress is a value that mainly determines the width of the seam. And on such a parameter as the depth of penetration, stress does not have a significant effect. But this is not necessary either. For example, if the welding speed is gradually increased with increasing voltage, then the width of the seam will decrease. Basically, the current strength depends on the diameter of the electrode, on its working length, coating and welding position. The higher the current, the greater the productivity, since the amount of deposited metal increases.
quality welded joint, when working with DC devices, largely depends on their settings. Even the simplest inverter has not only current settings, but also polarity settings. Most often, the default is straight polarity when welding, and you can work with your inverter for years without knowing all its capabilities. If you have a need to weld high-alloy steel or you cannot achieve a high-quality seam, then you simply need to know all the subtleties of the settings. About what polarity is and how it affects welding work we'll talk.
DC welding implies the presence of a socket for connecting to the "+" and "-" of the welding machine. Depending on where the mass is connected, and where the electrode is connected, the polarity is distinguished.
- Direct polarity - a connection scheme in which a mass is connected to the positive socket, and an electrode to the minus. In this case, the type and polarity of the current determines the existence of anode and cathode spots. With this connection, the anode (hotter) is formed on the side of the workpiece.
- Reverse polarity - the mass is connected to the minus, and the electrode to the plus. On reverse polarity, when welding with direct current, an anode spot with a higher temperature is formed on the opposite side, that is, on the electrode.
Note! AC welding involves an independent change of polarity up to hundreds of times per second, so in such cases it does not make sense to follow the connection diagram.
What determines the choice of polarity
By changing the type of connection, it is possible to concentrate the heat either on the workpiece to be welded or on the electrode (by moving the anode spot). The positive socket is responsible for heating, therefore, with a direct connection, when the plus is attached to the metal, more heating of the welded joint is observed, and with reverse polarity, the electrode heats up more.
Thanks to this feature, we can choose a connection scheme based on:
- metal thickness. If we are welding thick or medium thickness parts, then a direct connection is suitable, in which the heat concentrated on the product will help to get a deeper seam and high-quality penetration. This type of connection is also suitable for cutting metals of various thicknesses. Thin metals are best welded in reverse polarity, concentrating most of the heat at the electrode. Thus, the part will not succumb to overheating, and the electrode itself will melt faster.
- Metal type. The ability to change the localization of the heat spot helps to choose the most efficient schemes work for various metals. For example, if we weld stainless steels or cast iron, then a reverse connection is necessary to help avoid overheating of the alloy and the formation of refractory joints. For aluminum, a direct connection is necessary, otherwise it will be very difficult to break through the oxides. Before starting work, carefully study the recommendations for setting up the device for a particular alloy.
- Type of electrode or wire. Like metals, electrodes have their own characteristics of temperature regimes, in more associated with the type of flux. For example, reverse polarity cannot be used to work with carbon electrodes, otherwise the flux will overheat and the electrode will become unusable. To find the setting that is right for your electrode, look at the type of wire and flux, or use the manufacturer's recommendations. Speaking of wires for semi-automatic machines, they also have recommendations regarding the connection of the minus and plus of the device.
Now you know what can affect connection settings. There are cases when the metal requires one, and the electrode requires completely different settings. In such cases, compromises must be made by adjusting the amperage and duty cycles.
Remember! The type of connection does not depend on the spatial position.
Features of direct polarity welding
Direct polarity when working with direct current has a number of features. Some of them, we have already listed, the rest are worth paying special attention to:
- the weld is deep, but narrow enough.
- suitable for most steels, from 3 mm thick.
- non-ferrous metals using a tungsten rod are welded only with direct polarity.
- characterized by a stable arc and, as a result, a better seam.
- do not use electrodes for AC welding machines.
- better suited for metal cutting.
Features of welding with reverse polarity current
Like direct, reverse polarity when welding with an inverter has a number of features, knowing which you can avoid a number of mistakes common to beginners. It is worth highlighting the following features:
- when welding with direct current at reverse polarity, the seam is less deep, but wider
- excellent for welding thin metals and medium thickness. When working with thick workpieces, the quality of the seam is sharply reduced.
- it is forbidden to work with reverse polarity with electrodes sensitive to overheating.
- at low currents, there is a significant reduction in the quality of the weld due to the jumping arc.
- in addition to reconnection, when working with high alloy steels, the recommendations for the work cycle and cooling of the workpiece must be strictly followed.
Conclusion
DC welding machines, such as inverters or semi-automatic machines, are simple enough to be used in everyday life. That is why the demand and supply of these devices in the market is constantly growing. This is facilitated by their availability, low cost and it is easier to cook with direct current than with alternating current. However, in order to obtain a high-quality, beautiful and durable welded joint, you need to know a number of technological features, including the purpose and types of polarity. Thanks to the knowledge from this article and a DC source with your own hands, you can do any welding job. The main thing is a careful approach to work and compliance with all protective measures.